
- Фотоотчет Седла клапанов, шаберить или не шаберить (вот в чем вопрос)
- Притирка клапанов своими руками. Как притереть клапаны своими руками без инструмента?
- Когда требуется притирка
- Особенности притирки в обоих случаях
- Притирочная паста
- Классификация паст
- «Дедовские» шарошки
- Всегда ли нужны шарошки
- А может, поставить новые клапаны?
- Машинка для притирки клапанов
- Как правильно производится замена, прирезка и обработка седел клапанов
- Замена седел
- Удаление старых посадочных элементов
- Монтаж новых седел
- Ремонт седел
Фотоотчет Седла клапанов, шаберить или не шаберить (вот в чем вопрос)
Решил выложить тут свой опыт в этом вопросе, потому как сам внятного ответа не нашел, мнения разделялись.
Итак предистория. Решил заменить гидрики, потом колпачки, потом прокладку ГБЦ. ну понятно, одно за другое, вылилось в капремонт ГБЦ своими силами.
Дошло дело до замены направляющих втулок клапанов, и тут встал вопрос, разворачивать ли седла клапанов после замены направляющих без замены клапанов?
Не найдя ответа решил повременить. Голову отдал на шлифовку и замену втулок в «Механику», и хотя они настаивали на развертке седел — от этой операции отказался.
Вывод: шаберить ГАРАНТИРОВАННО ПРИДЕТСЯ.
Другое дело что это легко сделать своими силами, да и дешевле (развертка в «Механике» стоит 1к+ руб. а набор шаберов куплен в автокемпе за 900 руб)
Итак, притащив голову из Механики, попытался притереть клапана. На фотке не очень видно, но если приглядется, то понятно что происходит. Клапан выглядит притертым полностью, а вот седло — только треть притерта.
Т.е. когда кто то говорит что притер клапана и так, без развертки — скорее всего он просто не посмотрел на седла. И в итоге оставил приличную щель.
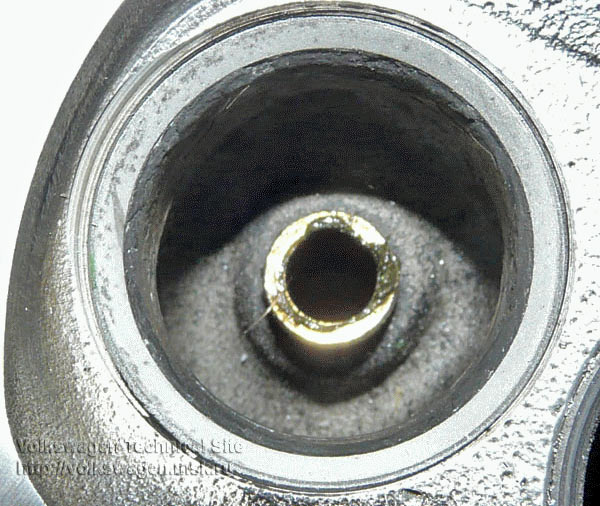
Тут — фото того же седла, только начал разворачивать. отчетливо видно насколько центры старой и новой привалочной поверхности не совпадают.

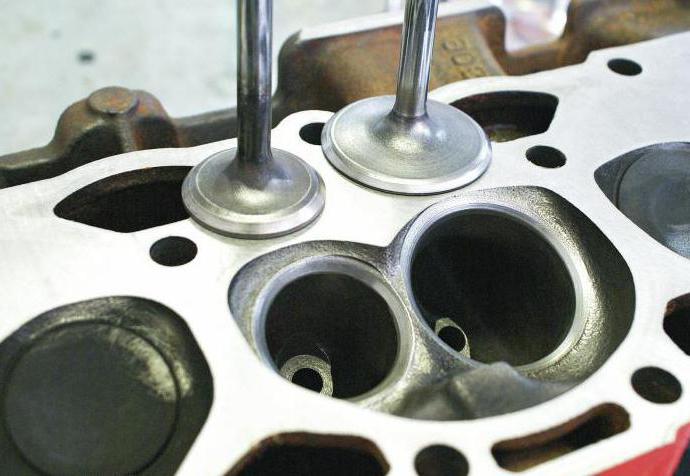
Развернутое и подправленное сверху и снизу седло.

Процесс: естественно никаких дрелей, вручную с минимальным усилием в начале, и с ПОЛНЫМ отсутствием усилия в конце.
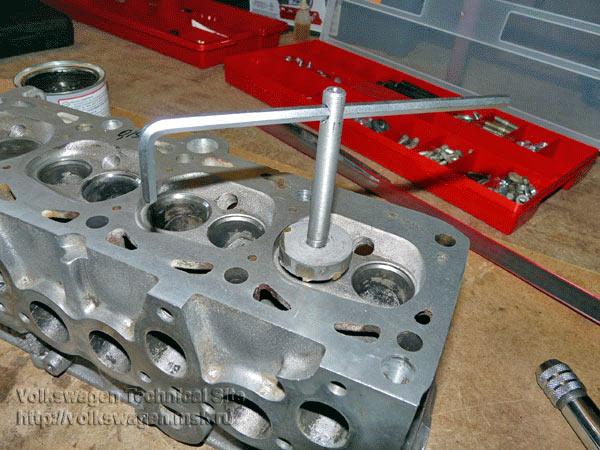
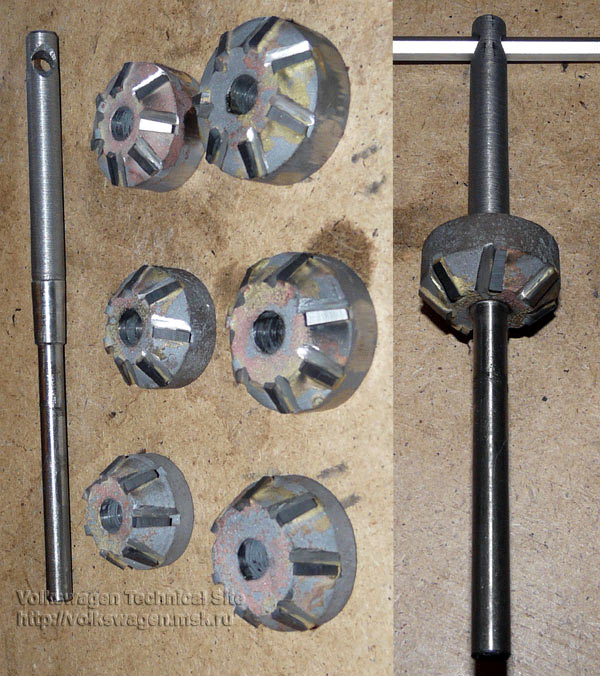
Сам инструмент — набор шаберов от жигулей классики — идеально подходит под фольцы 1.8, цена 900 руб.
по 2 шабера каждого вида — под впускное и выпускное седла.
Шабер под формирование самой привалоной поверхности, шабер для уменьшения привалоной поверхности сверху и шабер для уменьшения привалоной поверхности снизу.
А, еще — некоторые говорили что после развертки седел притирать не надо, но я на всякий случай притер, клапана все же старые. Притирал до тех пор пока все клапана в собраном виде не стали держать керосин 3 минуты, как по мануалу.
Инструмент притирки присосочный (жигулевские варианты с карданчиком и пружинкой меня не устроили ужасным качеством. Не хотелось оставлять задиры на срержнях клапанов)
Источник
Притирка клапанов своими руками. Как притереть клапаны своими руками без инструмента?
При ремонте двигателя нередко требуется притирка клапанов. Это ответственная работа, для выполнения которой необходимо иметь под рукой соответствующий инструмент. Конечно, можно обойтись и без него. Итак, как осуществляется притирка клапанов своими руками?

Когда требуется притирка
Многими применяются специальный инструмент, паста и присоска для притирки клапанов. Однако далеко не все знают, как правильно проводится такая процедура. У седел и клапанов встречается всего несколько разновидностей дефектов:
- фаски покрыты раковинами либо нагаром, но их форма не изменена;
- фаски покрыты нагаром и раковинами, при этом их форма изменена.
В последнем случае на поверхности детали может образоваться что-то наподобие ступенек. Помимо этого, коническая форма фаски может измениться и стать закругленной.
Особенности притирки в обоих случаях
Если форма фаски не нарушена, проводится обычная притирка. Если же имеются дефекты, деталь сначала обрабатывают при помощи токарного станка, а седла клапанов зачищаются шарошками конической формы. При этом особое значение имеют размеры приспособлений.
Для начала седла клапанов обрабатываются шарошкой, имеющий угол 45°, затем верхний поясок срезают шарошкой с углом в 15°, а в нижней части седла снимают фаску с углом в 75°. Также допускается обработка деталей абразивными кругами и ручной дрелью. При этом инструменты должны иметь углы 45°, 15° и 75°.
Стоит учесть, что притирка клапанов ручной дрелью или отверткой отнимает много времени. Для ускорения процесса можно применять электрический инструмент, который может провертываться в обе стороны, а также постепенно вращаться по окружности.

Притирочная паста
В первую очередь потребуется паста для притирки клапанов. Это первое, что стоит приобрести в специализированном магазине. В процессе обработки паста наносится на кромку клапана. Такой состав выполняет роль своеобразной мелкой шкурки. Благодаря пасте можно легко притереть клапан к гнезду. Существует несколько основных разновидностей подобных средств. Все они имеют определенные отличия, которые отражаются на стоимости продукции.
Классификация паст
Паста для притирки клапанов классифицируется по степени обработки поверхностей: для первоначальной обработки – крупно-, для окончательной – мелкозернистая. Последний вариант пользуется большой популярностью, так как такую продукцию рекомендуются мастера, занимающиеся ремонтом двигателей. Мелкозернистая паста позволяет быстро и правильно притереть клапаны. При этом многое зависит не от состава средства, а от состояния фасок и самих деталей. К тому же притирка клапанов своими руками получается далеко не у каждого. При самостоятельной обработке рекомендуется использовать обычный состав, стоимость которого составляет 100 рублей за тюбик.
Не стоит покупать самую дорогую пасту. Если в ней и возникнет потребность, то можно приобрести ее в процессе.

«Дедовские» шарошки
Притирка клапанов своими руками – несложный процесс, если знаешь, как и что нужно делать. Ранее существовали шарошки для ремонта ГБЦ. Такое приспособление для притирки клапанов в основном применялось для восстановления седел деталей. Некоторые мастера применяют такой инструмент до сих пор. Внешне приспособление представляет собой насадку для гнезда, выполненную в форме посадки клапана. Закрепляется шарошка в дрели. Приспособление имеет небольшие размеры и напоминает своеобразное сверло.
Всегда ли нужны шарошки
Нужен ли такой инструмент? Чтобы ответить на поставленный вопрос, необходимо взглянуть на седла, запрессованные в головках. Если их целостность не нарушена, можно приступить к притирке. Если же они повреждены, например прогаром, то их рекомендуется обработать специальными шарошками. Технология в данном случае достаточно проста. Изначально рекомендуется поменять направляющие, а затем осуществить притирку. В каждом случае требуется индивидуальный подход. Приобрести специальное приспособление для притирки клапанов можно практически в любом специализированном магазине.

А может, поставить новые клапаны?
Не всегда требуются новые клапаны. Конечно, если детали немного изогнуты, то не стоит пытаться их выровнять. Процесс не даст результатов, а вы только потратите силы и время. В данном случае лучше посетить магазин с запчастями для средств передвижения и приобрести новый комплект.
При замене деталей стоит особое внимание уделить их качеству. Высота клапанов в любом случае должна быть одинаковой. Не допускается наличие шероховатостей и рисок на торцах, стержнях и уплотняющих рабочих фасках. Рекомендуется перед установкой нового комплекта отполировать детали до блеска. Данный процесс должен осуществляться не только на стержнях клапанов, но и на черной шейке клапана, и на плоской тарелке. Благодаря такой обработке детали будут меньше обрастать нагаром и нагреваться. При обработке уплотняющие фаски трогать не рекомендуется. Их следует только притереть к седлам.
Машинка для притирки клапанов
Многие для притирки клапанов изготавливают специальные приспособления. Для этого могут потребоваться резиновый шланг и обычная дрель. Притирка клапанов своими руками в таком случае осуществляется по следующей схеме:
- Резиновый шланг надевается на дрель. Для этого могут потребоваться сверло и несколько хомутов.
- На конец шланга наносится притирочная паста.
- В этот шланг вставляется один из клапанов двигателя. Для надежной фиксации можно использовать хомутики.
- Клапан вставляется в гнездо, и начинается его притирка.
При таком методе очень важно не включать максимальные обороты на дрели. Процесс должен протекать медленно и аккуратно. Что касается оборотов, их должно быть от 400 до 500 в минуту. При повышении скорости сильно нагреваются седла и пояски клапанов. В процессе притирки не рекомендуется совершать круговые движения. Следует имитировать работу клапана двигателя, двигаясь при этом вперед, а затем назад.
Стоит учесть, что притирка клапанов дрелью и шлангом – кропотливый процесс, занимающий много времени.
Источник
Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
 Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель. 
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
» alt=»»>
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
» alt=»»>
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы. 
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
» alt=»»>
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Источник