- Фотоотчет Седла клапанов, шаберить или не шаберить (вот в чем вопрос)
- Нужно ли прирезать седла клапанов при замене клапанов
- Нужно ли прирезать седла клапанов при замене клапанов
- Как правильно производится замена, прирезка и обработка седел клапанов
- Замена седел
- Удаление старых посадочных элементов
- Монтаж новых седел
- Ремонт седел
Фотоотчет Седла клапанов, шаберить или не шаберить (вот в чем вопрос)
Решил выложить тут свой опыт в этом вопросе, потому как сам внятного ответа не нашел, мнения разделялись.
Итак предистория. Решил заменить гидрики, потом колпачки, потом прокладку ГБЦ. ну понятно, одно за другое, вылилось в капремонт ГБЦ своими силами.
Дошло дело до замены направляющих втулок клапанов, и тут встал вопрос, разворачивать ли седла клапанов после замены направляющих без замены клапанов?
Не найдя ответа решил повременить. Голову отдал на шлифовку и замену втулок в «Механику», и хотя они настаивали на развертке седел — от этой операции отказался.
Вывод: шаберить ГАРАНТИРОВАННО ПРИДЕТСЯ.
Другое дело что это легко сделать своими силами, да и дешевле (развертка в «Механике» стоит 1к+ руб. а набор шаберов куплен в автокемпе за 900 руб)
Итак, притащив голову из Механики, попытался притереть клапана. На фотке не очень видно, но если приглядется, то понятно что происходит. Клапан выглядит притертым полностью, а вот седло — только треть притерта.
Т.е. когда кто то говорит что притер клапана и так, без развертки — скорее всего он просто не посмотрел на седла. И в итоге оставил приличную щель.
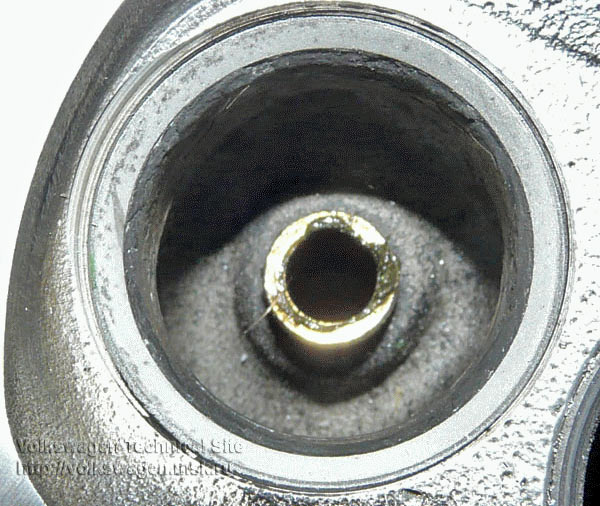
Тут — фото того же седла, только начал разворачивать. отчетливо видно насколько центры старой и новой привалочной поверхности не совпадают.

Развернутое и подправленное сверху и снизу седло.

Процесс: естественно никаких дрелей, вручную с минимальным усилием в начале, и с ПОЛНЫМ отсутствием усилия в конце.
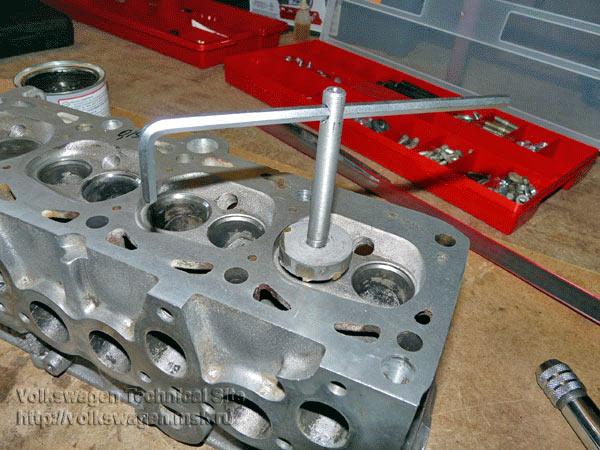
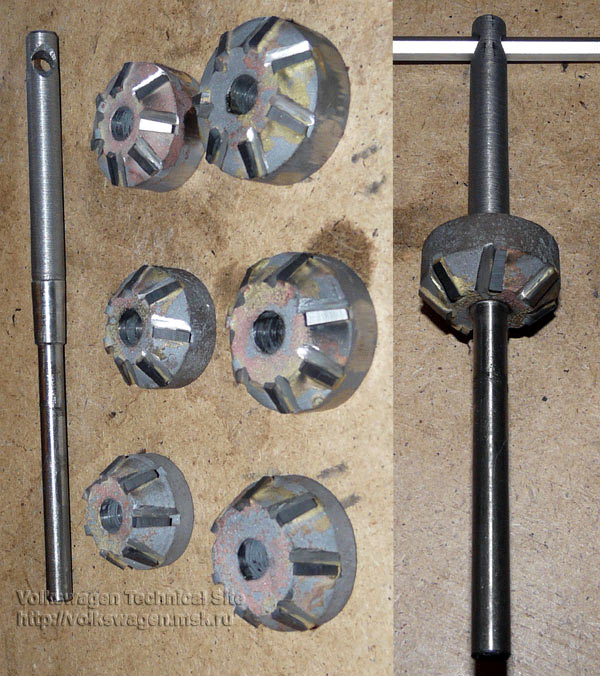
Сам инструмент — набор шаберов от жигулей классики — идеально подходит под фольцы 1.8, цена 900 руб.
по 2 шабера каждого вида — под впускное и выпускное седла.
Шабер под формирование самой привалоной поверхности, шабер для уменьшения привалоной поверхности сверху и шабер для уменьшения привалоной поверхности снизу.
А, еще — некоторые говорили что после развертки седел притирать не надо, но я на всякий случай притер, клапана все же старые. Притирал до тех пор пока все клапана в собраном виде не стали держать керосин 3 минуты, как по мануалу.
Инструмент притирки присосочный (жигулевские варианты с карданчиком и пружинкой меня не устроили ужасным качеством. Не хотелось оставлять задиры на срержнях клапанов)
Источник
Нужно ли прирезать седла клапанов при замене клапанов
- В начало форума
- Правила форума
- Старый дизайн
- FAQ
- Поиск
- Пользователи

Хрен знает на счёт дебилов, но операцию по резке сёдел могли «забыть» сделать.
В какой-то старой книжке было написано 2,5 — 3 мм для выпуска и 1,5 — 2 мм для впуска.
Посрезал ножом основное, взял зеркало на него наждачку 240 с водой и в течении пяти минут привёл все в порядок.
Фаска на седлах сделана широкой и с одним углом 45 градусов.
1973qwert Это уже «приработка» клапана и седла .
А — впускного; В — выпускного
I – новое седло; II – седло после ремонта

На новом седле выпускного фаска всего одна 45 градусов , но не столько уж широкая . Наружный диаметр фаски (45 гр) должен быть меньше диаметра тарелки .
По этому лучше клапана менять и фрезеровать сёдла , ибо притёртый по приработанному седлу , да же новый клапан может осесть до края тарелки .
Сие сильно не гуд , особо для выпускных 
Тарелка не должна полностью садится в седло (смотри рисунок) .

Это уже «приработка» клапана и седла .
если бы заводское седло расклепалось то размер шайб которые стояли был бы ни как 375, 392, новые почти поголовно 370 ,одна 385. так что не о каком провале седла речь не идет
Да на новом двигателе шайбы могут разными быть — длина клапанов то же не одинаковая. Косвенным показателем износа седла может служить необходимость замены шайбы на более тонкую, то есть стояла шайба 375 и при проверке зазора на протяжении долгого времени он в допуске, а вот потом он становится меньше допустимого и требуется шайба 370. То есть шайба и торец клапана хоть немного, но изнашиваются (а при этом зазор бы увеличивался) – а зазор уменьшился.
Добавлено спустя 3 минуты 20 секунд:
тут на видео новая головка
вырос расход на холостых по бк. на новой было 0,9 литр в час. последние пару лет 07.-08 я этим еще и гордился. как оказалось зря. сегодня увидел те давно забытые значения
Хрен знает на счёт дебилов, но операцию по резке сёдел могли «забыть» сделать.
Широкую фаску делают исключительно на 8V, на 16V с завода фаска идет такая как нужно.
Я так понимаю что «спец» впервые скинул бошку и офигел от увиденной фаски седла клапана 8кл мотора..хе-хе 
ЗЫ, фаску нужно было делать такую «как надо» вот тогда гбц ходит 200+ т\км, при условии своевременной регулировки клапанов.
Добавлено спустя 3 минуты 54 секунды:
обстучал посадочное место толкателей клапанов

тут 90% пишут что это не правильно и прогорят клопы
Если между клапаном и седлом наличествует нормальный контакт — гореть будут очень долго, хоть 1,5 мм фаску сделай, хоть тупо воткни новый клапан 45 к новому седлу 45 даже не притирая. Главные беды — болтанка и несоосность. Обе часто встречаются у настоящих профессианалов, в особенности — у тех которые чинить головы начали как минимум с детского сада.
Ещё сильно влияет материал клапана — встречается много нежаростойкого дерьма, который как ни подгоняй под седло, а через 30-50 тыщ один леший сгорит. И в ходе ремонта никак это дело не проверишь, к сожалению.
хочется просто перед самим собой оправдать свои неправильные действия
1973qwert
по итогу что можешь сказать про замену клапанов и сёдла с одной фаской, проканает такой вариант? тоже надо делать
всего один клапан начал пропускать, он по сути даже не прогорел, а как раз между фаской и клапаном попал нагар с поршня и его расклепало, после он сгорел и в итоге остались мелкие раковины
на нескольких впускных клапанах край фаски стал острым как лезвие
Источник
Нужно ли прирезать седла клапанов при замене клапанов
Как правильно производить притирку клапанов?
Притирка клапанов ответственный этап ремонта двигателя. Расскажем какие инструменты необходимы и как правильно сделать притирку клапанов и проверить качество.
Притирочная паста для клапанов
притирочная паста для клапанов двигателя. Основное, что нужно купить — это притирочная паста. Она в процессе работы наноситься на кромку клапана и служит как мелкая шкурка, которая притирает клапан к его гнезду. Существует множество вариантов притирочной пасты. Например, такие как на рисунке в форме клапанов. Её следует выбирать из своих финансов и предпочитаемого производителя.
Притирочная паста отличается по степени обработки: от крупнозернистой (для первоначальной обработке) до мелкозернистой (для окончательной обработке). Последнюю рекомендуют специалисты по ремонту двигателей, т.к. с ней процесс пойдет быстрее. Все зависит не от самой пасты, а от состояния клапанов и фасок и правильности процесса. Для кого-то обычный тюбик притирочной пасты за 100 рублей сойдет, другим подавай только профессиональную.
Если делаете самостоятельно, то лучше начать с обычной притирочной пасты, не с самой дорогой. Если что-то пойдет не так, то докупить нужную в процессе.
«Шарошка» для снятия металла на клапанном гнезде
Данный инструмент применяется для восстановления седел клапанов. Она представляет насадку для клапанного гнезда, сделанную по форме посадки клапана. Закрепляется как правило в дрели как сверло и имеет малые размеры.
Нужны ли шарошки для притирки клапанов? Смотрим на сёдла, которые запрессованы в головке. Если они не повреждены, то можно приступать к притирке, но если повреждены (прогаром), тогда нужно обработать специальными шарошками. В общем, технология такова — сперва лучше поменять направляющие клапанов, далее притирка.
Для притирки клапанов можно использовать дрель с куском резинового шланга. Процесс выглядит следующим образом: одеваем на дрель шланг (можно с помощью сверла, а закрепляем хомутами), а на этот шланг одевается клапан двигателя (крепим с помощью хомутов) с нанесенной притирочной пастой.
Далее вставляем клапан в гнездо и начинаем процесс притирки. Главное не давать максимальных оборотов дрели, процесс должен происходить на малых оборотах (400-500 об/мин). Если больше оборотов, есть риск перегреть седла или пояски клапанов. Главное, в процессе притирки не совершать круговые движения, а имитировать работу клапана вперед и назад.
«Данный способ притирки клапанов с помощью дрели не очень хороший, и занимает много времени»
Новые клапана не всегда нужны. Если обнаружили, что они несколько изогнуты, то попытка их выпрямить ни к чему не приведет, за исключением потраченных сил и времени. Более правильным будет направиться в «авто запчасти» и приобрести новый комплект клапанов для двигателя.
При замене клапанов обратите внимание на их качество. Высота всех клапанов должна быть одинаковой, на стержнях, торцах и рабочих уплотняющих фасках не допускается рисок и шероховатостей. Лучше перед установкой отполировать стержни до зеркального блеска. Полировке стоит подвергнуть также плоскость тарелки и «черную» шейку клапана, так он будет меньше нагреваться и обрастать нагаром. Уплотняющую фаску не трогайте, её надо только притереть к седлу.
ПРОЦЕСС ПРИТИРКИ КЛАПАНОВ ДВИГАТЕЛЯ
У клапанов и седел встречаются два вида дефектов:
1. рабочие фаски покрыты раковинами и налетом нагара, но имеют правильную форму;
2. рабочие фаски покрыты раковинами и нагаром, но их правильная коническая форма нарушена — на конической поверхности образовалась ступенчатая поверхность, а коническая фаска закруглилась.
В первом случае клапан достаточно притереть, во втором — перед притиркой рабочую фаску протачивают на токарном станке, а седло клапана обрабатывают коническими шарошками. Обработку седла начинают шарошкой с углом 45°, затем срезают верхний поясок седла шарошкой с углом 15°, после чего шарошкой с углом 75° снимают фаску в нижней части седла или шлифованием рабочей поверхности седла абразивными кругами с углами 45, 15 и 75° с помощью ручной дрели.
Притирают с помощью дрели, при вращении которой клапан автоматически повертывается в ту и другую сторону и постепенно вращается по окружности. Можно притирать ручной дрелью или отверткой, но это займет дольше времени.
На фаску клапана и седла для грубой притирки наносят слой притирочной пасты для клапанов. Клапан вращают на 120° и в противоположную сторону при легком нажатии на головку клапана на 90. 100°.
Грубую притирку продолжают, пока не будут устранены все раковины и царапины, затем вытирают клапан и седло салфеткой. После окончательно притирают пастой до приобретения рабочими поверхностями равномерного матового цвета. Ширина притертой поверхности должна быть 1-1.5 мм.
Еще одним важным моментом при притирке — использование масла, как финальной пасты. Его нужно нанести, предварительно смыв пасты всех слоев. Данная процедура позволяет определить степень притирки, поскольку все раковины, если они будут, будут видны.
Как бы не притирали клапана, двигатель все равно «доведет его под себя».
МЕТОДЫ ПРОВЕРКИ КАЧЕСТВА ПРИТИРКИ
Чтобы узнать, выполнена притирка или нет — обратите внимание на поверхность клапана – на ней образуется дорожка серого цвета шириной около двух миллиметров. Если таковая имеется, значит, процесс притирки завершен.
Источник
Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
 Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель. 
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
» alt=»»>
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
» alt=»»>
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы. 
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
» alt=»»>
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Источник