- Сборка двигателя Deutz BFM 1012/1013. Часть 1
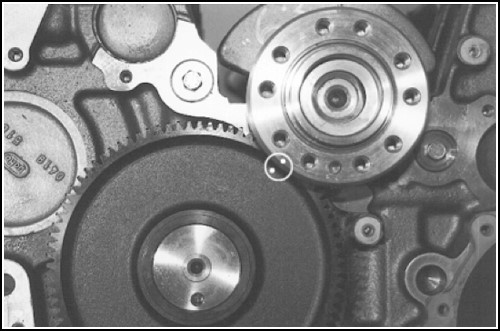
- Маслоразбрызгивающие форсунки, толкатели и распредвал
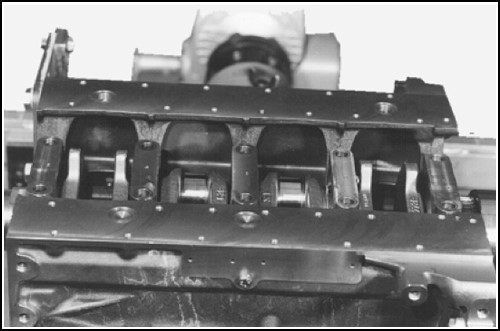
- Подшипники коленвала
- Балансирные валы ДВС 1012
- Ведущая шестерня, регулятор, рейка ТНВД
- Крышка распределительных шестерен и фронтальная крышка
- Поршень и шатун
- Монтаж топливного насоса высокого давления
- Маховик и шкив клиноременной передачи
- Головка цилиндра
- Ремонт и техобслуживание двигателей Deutz TCD 2013 и Deutz TCD 2012
Сборка двигателя Deutz BFM 1012/1013. Часть 1
Маслоразбрызгивающие форсунки, толкатели и распредвал
- Форсунки устанавливаются на место. Чтобы они встали до упора необходимо нажать.
- Устанавливаются на место толкатели, затем распредвал.
Подшипники коленвала
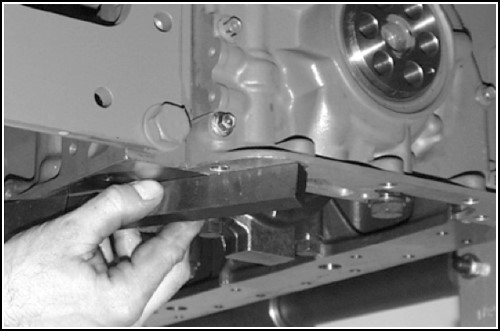
Штихмас устанавливается на размеры:
- для ДВС 1012 – 36 мм;
- для ДВС 1013 − 38 мм.
| Двигатель | Номинальная ширина шейки | Предел ремонтного размера |
|---|---|---|
| BFM 1012 | 36+0,04 мм | 36,4+0,04 мм |
| BFM 1013 | 38+0,06 мм | 38,4+0,06 мм |
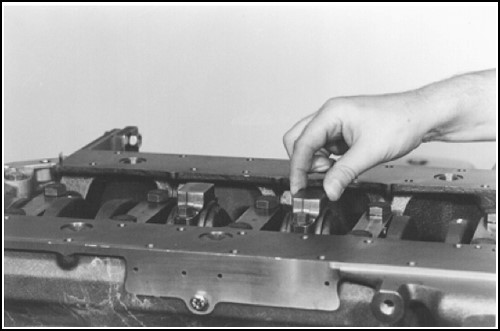
- После установки вкладышей подшипника, их размещают в крышке коренного подшипника.
После того, как упорные кольца будут приложены к крышке упорного коренного подшипника, производятся замеры. Осевой зазор определяется, как разница между первым и вторым размерами. Например, на ДВС 1012 первый размер составляет 36,04 мм, второй – 35,90 мм. Разница 0,14 мм между ними и даст величину осевого зазора. Допускается осевой зазор в следующих пределах:
- для ДВС 1012 – от 0,1 до 0,3 мм;
- для ДВС 1013 – от 0,1 до 0,3 мм.
- На коленвале до монтажа делается отметка.
- Ставиться отметка на распредвале, после чего он должен быть правильно установлен.
- Устанавливается коленвал, необходимо добиться совмещения нанесенных отметок.
- Перед установкой упорных колец проверяется, чтобы их антифрикционный слой был обращен к щеке коленвала.
- Устанавливаются половинки, у которых нет направляющего выступа.
- Вторые половинки, у которых выступ есть, устанавливаются в крышке с нанесением смазки. Смазка используется в качестве клея. Направленность антифрикционного слоя должна быть такой же, как и примененная ранее.
- Крышка упорного коренного подшипника ставиться на место. Местонахождение крышки первого подшипника – на стороне маховика.
Внимание! У ДВС 1012 надо контролировать, чтобы бобышки смотрели на маховик.
- Дальнейшая установка крышек производится в соответствии с их номерами.
Закручивается крепеж в соответствии с требованиями:
Начальное усилие должно составлять:
- для ДВС 1012 – 30 Нм;
- для ДВС 1013 – 50 Нм.
Затем последовательно болты подтягиваются:
- в первый раз на 60°;
- во второй раз на 60°.
Крепеж можно использовать не больше 3 раз.
Балансирные валы ДВС 1012
- ДВС разворачивают на 180° и с помощью инструмента выкручиваются пробки.
- Ставиться на место балансирный вал таким образом, чтобы грузы смотрели в сторону уплотнителя масляного поддона.
- Регулировочный болт вкручивается в картер до конца. Нужно добиться совмещения расточек картера и вала.
- На место устанавливается упорная шайба. Необходимо ее отцентровать, ориентируясь на ось балансирного вала.
- Закручивается болт с усилием 29 Нм.
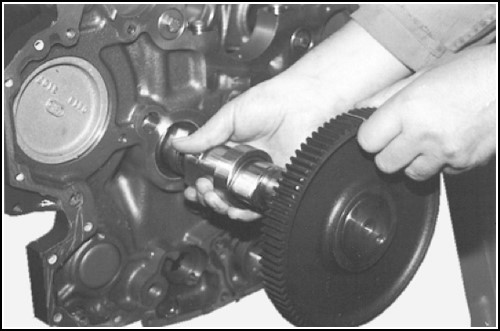
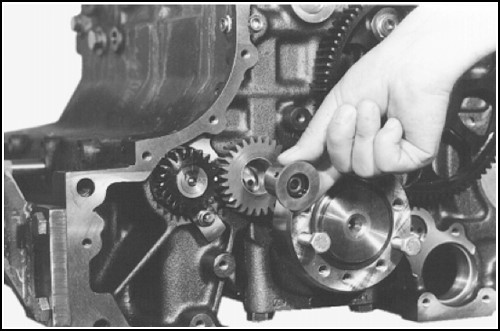
- Коленвал монтируется таким образом, чтобы первый цилиндр оказался на ВМТ. Для этого отметка на коленвале совмещается с проходящей через центры двух валов (коленчатого и распределительного) линии.
- На место ставится промежуточная шестерня. После установки на нее нажимают с легким усилием так, чтобы эта шестерня вошла в зацепление с шестерней коленвала.
- На противоположных зубьях шестерни делается отметка.
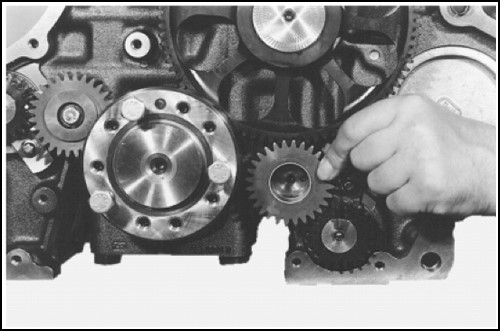
- По часовой поворачивается коленвал, величина поворота – 3 зуба.
- Затем делается поворот коленвала в противоположную сторону так, чтобы совпали расточки.
- Устанавливается коренная шейка и слегка поворачивается коленвал поочередно в противоположные стороны для того, чтобы удостовериться в достигнутой центровке коренных шеек.
- После установки на место крепежного болта его закручивают с усилием 29 Нм.
- Балансирный вал монтируется так, чтобы грузы были ориентированы уплотнителя масляного поддона.
- Болт регулировки вала вставляется в картер до конца. При этом требуется следить за совмещением расточек вала и картера.
- Упорная шайба устанавливается на место. Проводится отцентровка, ориентируясь на ось балансирного вала.
- После установки на место крепежного болта, он закручивается с усилием 29 Нм.
- При установке промежуточной шестерни необходимо следить за совмещением отверстий.
- Устанавливается коренная шейка.
- После установки на место крепежного болта его закручивают с усилием 29 Нм.
- Затем надо извлечь 2 болта для регулировки.
- Берут новые медные кольца для уплотнения и закрывают ими отверстия.
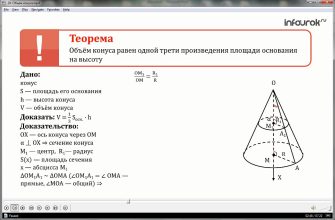
Ведущая шестерня, регулятор, рейка ТНВД
- Собирается ведущая шестерня и опорная шейка, затем они устанавливаются на место. Закручивают крепеж с усилием 21 Нм.
- Ставят на место рейку топливного насоса высокого давления, одновременно устанавливают направляющую втулку.
- На крепеж нанести средство для фиксации DW 71 и закрутить. Усилие должно составлять 10+2 Нм.
Крышка распределительных шестерен и фронтальная крышка
- В точках смазки, нанести на крышки распределительных шестерен средство для уплотнения DW 67.
- Крышка ставится на место, немного прикручивается крепеж, выравнивается деталь по отношению к уплотнителю масляного поддона. После выравнивания крепеж закручивается с усилием 21+2 Нм.
- На роторы во фронтальной крышке наносится немного масла. Уплотнитель фиксируется средством для фиксации DW 71.
- ДВС разворачивается на 180° так, чтобы уплотнитель масляного поддона смотрел вниз.
- Производится выравнивание ротора по отношению к коленвалу.
- Фронтальная крышка ставиться на место, немного прикручивается крепеж, выравнивается деталь по отношению к уплотнителю масляного поддона. После выравнивания закрутить крепеж с усилием 21+2 Нм.
Поршень и шатун
- В шатун вставляются вкладыши шатунного подшипника.
- Угол смещения замков поршневых колец должен составлять 90° — 120° между собой.
- Поршень вместе с шатуном устанавливается в БЦ так, чтобы значок, соответствующий маховику, смотрел на него.
- Необходимо надавить на шатун. Нажимать надо в сторону шатунной шейки. После этого ставиться крышка.
Крепеж закручивается в соответствии с требованиями:
Начальное усилие должно составлять — 30 Нм.
Затем последовательно болты подтягиваются:
- в первый раз на 60°;
- во второй раз ДВС 1012 на 30°, а ДВС 1013 на 60°.
Монтаж топливного насоса высокого давления
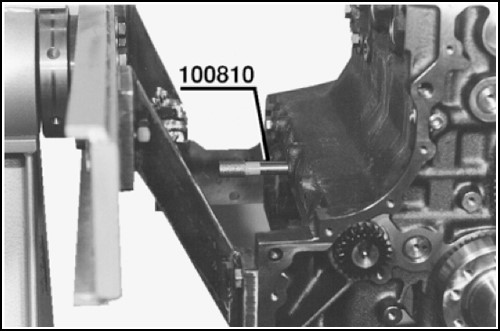
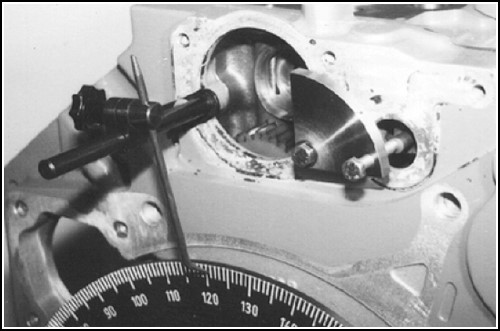
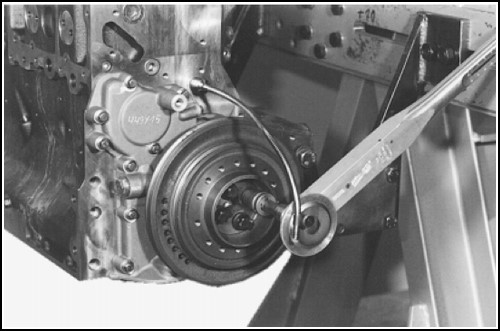
Определение верхней мертвой точки для поршня, который относится к ТНВД
- Рейка для замера устанавливается на верхней мертвой точки. Поворачивать коленвал необходимо в сторону вращения ДВС и вращать до тех пор, пока стрелка индикатора не достигнет верхней мертвой точки. Индикатор выставляется на 0.
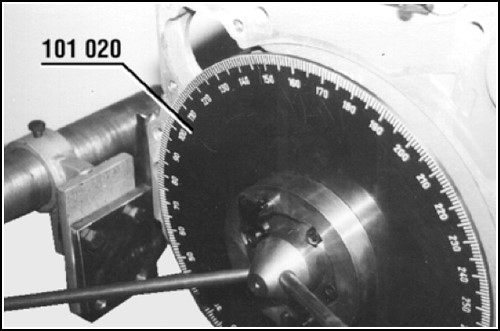
- Далее коленвал поворачивается в противоположную сторону на 90°. Снова изменить направление вращения коленвала. Остановить вал нужно в 8 мм от верхней мертвой точки. Диск со шкалой выставляется на 0.
- Коленвал разворачивается на 90° в том направлении, в котором вращается ДВС. Изменить направление вращения коленвала и остановить вал нужно в 8 мм от верхней мертвой точки. Записать значение в градусах. Верхняя мертвая точка – это половина полученного значения.
- Разворачивается коленвал до отметки на диске, которая соответствует половине полученного значения.
- Перестать вращать коленвал. Немного открутить болты, диск установить на 0.
- На место ставятся роликовые толкатели.

Установка момента впрыска ТНВД
Индикатор в приспособлении для проведения измерений выставляется на 0.
- ДВС 1012: индикатор 100 780, установочный размер – 115 мм;
- ДВС 1012: индикатор 100 860, размер – 126 мм;
- ДВС 1013: индикатор 100 840, размер – 150 мм.
Повторить эти шаги для каждого топливного насос высокого давления.

Внимание! Очередность этапов работ по сборке топливного насоса высокого давления должны быть повторены для каждого насоса.
- Рычаг поворотного кулака топливного насоса высокого давления выставляется в среднее положение.
- На плоскость с предосторожностями ставится роликовый толкатель нужного цилиндра. Наносится немного масла в гнездо и на кольца уплотнения. После этого аккуратно в рейку топливного насоса высокого давления заводится рычаг поворотного кулака.
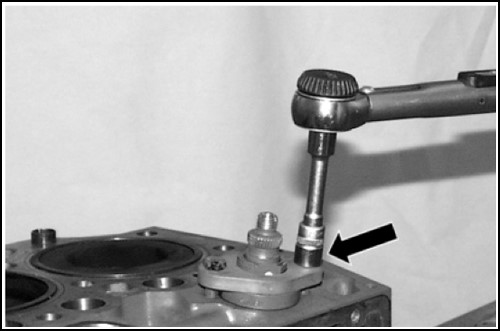
- Фланец ставится на место так, чтобы он был ориентирован на корпус топливного насоса высокого давления. На крепеж наносится немного масла, после чего он закручивается с усилием 5 Нм.
- После этого крепеж отворачивают на 60°.
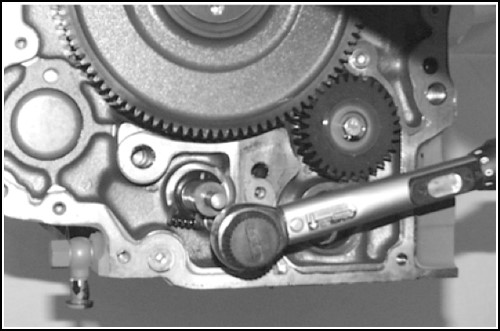
- С помощью торцевого ключа аккуратно против часовой поворачивают топливный насос высокого давления пока не станет заметен упор.
- Опять закручивают крепеж на 60°. Делается это постепенно: затянуть с усилием 7 Нм, повторить − с 10 Нм и завершить – с 30 Нм. Начинают закручивать крепеж с наружного болта.
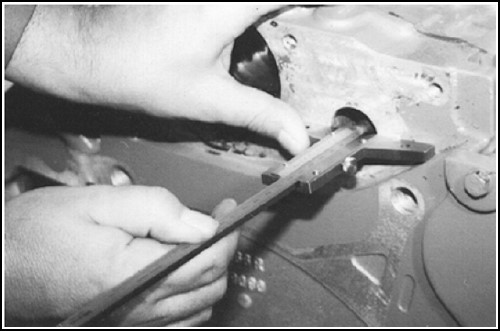
Проведение замера хода рейки (вместе с топливными насосами высокого давления)
- После откручивания и удаления стопора разворачивают приспособление.
- Производится замер расстояния от стопора до той точки, где рейка остановилась.
- Далее производится замер расстояния от стопора до точки, где рейка начинает движение. Разница между этими расстояниями считается ходом рейки.
- Снимается стопор, стрелка и диск с нанесенной шкалой.
Проверка и замер хода рейки
- Рейка должна оказывать одинаковое сопротивление, когда ее задвигают медленно. После того, как нажатие на рейку прекратилось, пружина должна вернуть ее в начальное положение.
- Измеряется ход рейки от крышки распределительных шестерен до той точки, где рейка остановилась. Это значение учитывают, если регулятор требуется поменять или отремонтировать.
Маховик и шкив клиноременной передачи
Придерживая деталь, закрутить крепеж согласно требованиям:
Начальная протяжка должна производиться для крепежа с размерами:
- 35-45 мм с усилием от 20 до 30 Нм;
- 50-85 мм — от 30 до 40 Нм.
Первый угол дополнительной протяжки для крепежа всех размеров − 60º.
Второй угол дополнительной протяжки для крепежа с размерами:
- 30 мм – 30°;
- 35-85 мм) – 60°.
При наличии подтверждающих документов крепеж разрешено использовать до 5 раз.
- Шкив клиноременной передачи ставится на место. Придерживая шкив, закручивается крепеж согласно требованиям:
Начальная протяжка должна производится с усилием от 40 до 50 Нм.
Первый угол дополнительной протяжки для крепежа с размерами:
- 60 мм – 60°;
- 80 мм – 60°.
Второй угол дополнительной протяжки для крепежа размерами:
- 60 мм – 30°;
- 80 мм – 60°.
При наличии подтверждающих документов крепеж разрешено использовать до 5 раз.
Головка цилиндра
- Выбирается соответствующая прокладка для головки цилиндра, индикатор устанавливается на 0.
- Индикатор устанавливается на первом поршне в точках проведения измерений и измеряется, насколько поршень максимально выступает. Такие измерения провести на каждом поршне.
Точки, на которые требуется обратить внимание:
Источник
Ремонт и техобслуживание двигателей Deutz TCD 2013 и Deutz TCD 2012
Информация для специалистов сервиса и инженеров обслуживающих двигателя Deutz TCD 2013 и Deutz TCD 2012:
Разборка двигателя Deutz TCD 2013
Ременные передачи Deutz TCD 2013 и Deutz TCD 2012
Замена поликлинового ремня
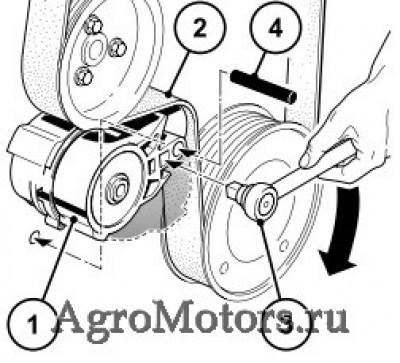 — Нажать натяжной ролик (1) торцевым ключом (3) в направлении стрелки, пока штифтовый ограничитель Ш 6 мм (4) не будет фиксироваться в монтажном отверстии. Теперь поликлиновой ремень (2) ненатянут.
— Нажать натяжной ролик (1) торцевым ключом (3) в направлении стрелки, пока штифтовый ограничитель Ш 6 мм (4) не будет фиксироваться в монтажном отверстии. Теперь поликлиновой ремень (2) ненатянут.
— Сначала снять поликлиновой ремень (2) с самого маленького ролика или натяжного ролика.
— Установить новый поликлиновой ремень (2).
— Удерживать натяжной ролик с помощью торцевого ключа и вынуть штифтовый ограничитель.
— Натянуть новый поликлиновой ремень с помощью натяжного ролика и торцевого ключа (3). Проверить, чтобы поликлиновой ремень правильно прилегал в своей направляющей.
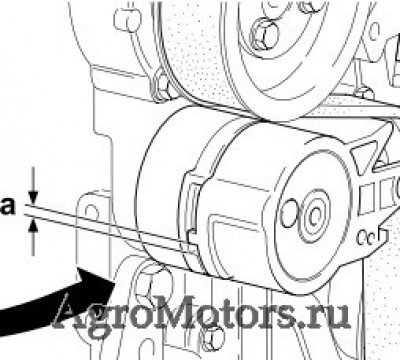
— Проверить предел износа поликлинового ремня следующим образом.
— Измерить расстояние между выступом подвижного натяжного рычага и упором неподвижного натяжного корпуса.
— Если расстояние «а» меньше 3 мм, ремень с натяжным роликом необходимо заменить.
Регулировка зазора клапанов Deutz TCD 2013 и Deutz TCD 2012
Регулировака клапанов Deutz TCD 2013 L6 4V и Deutz TCD 2013 L4 4V
 — Ослабить воздушный клапан и повернуть в сторону.
— Ослабить воздушный клапан и повернуть в сторону.
— Снять крышку головки цилиндров.
— Перед регулировкой зазора клапанов дать двигателю остыть не меньше 30 мин.: температура масла ниже 80 °C.
— Наложить прокручивающее устройство над крепежными болтами ременных шкивов.
— Прокрутить двигатель, пока не будет достигнуто перекрытие клапанов, цилиндр 1. Цилиндры настраиваются согласно схеме настройки.
Указание:
— Перекрытие клапанов обозначает:
— Выпускной клапан EX еще не закрыт, впускной клапан IN начинает открываться.
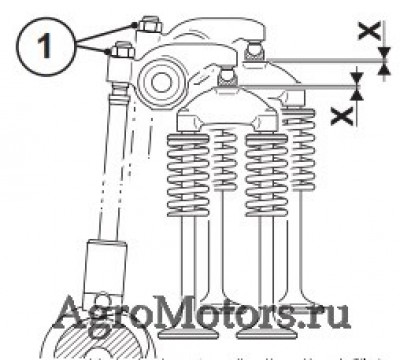
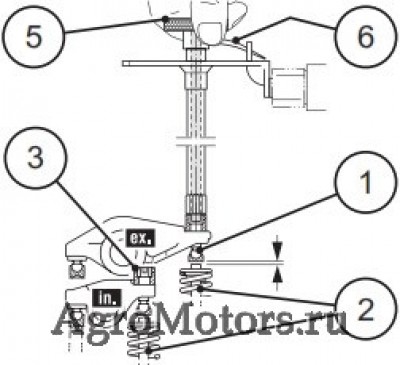
— Надеть шайбу углового закручивания (3) (номер заказа: 8190) и насадку на торцевой ключ (4) (номер заказа: 8193) на винт регулировки зазора клапанов (2).
— Ослабить контргайку (1) специальным инструментом (номер заказа: 8199).
— Зафиксировать магнит шайбы углового закручивания.
— Поворачивать шайбу углового закручивания по часовой стрелке до прилегания (коромысло клапана без зазора) и установить шкалу на ноль.
— Поворачивать шайбу углового закручивания против часовой стрелки, пока не будет достигнут заданный градус угла закручивания:
— Зафиксировать шайбу углового закручивания (3) от перекручивания.
— Затянуть контргайку (1) (момент затяжки 20 Нм).
— Выполнить регулировку на каждом цилиндре.
— Установить уплотнение (при необходимости новое).
— Визуально проверить и при необходимости заменить винты и резиновые элементы.
— Установить крышку головки цилиндров (при необходимости с новым уплотнением) и затянуть винты согласно инструкции: 9 Нм
— Повернуть воздушный клапан в положение и закрепить.
Схема настройки зазора клапанов
— Соответствие фаз распределения на коленчатом и распределительном вале при новом монтаже обеспечивается отметками на шестернях.
— Коленчатый вал может поворачиваться различными прокручивающими устройствами.
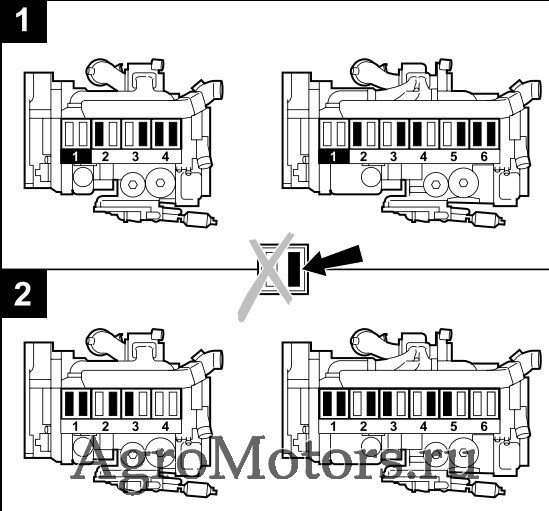
Положение коленчатого вала 1
— Поворачивать коленчатый вал, пока оба клапана на цилиндре 1 не перекроются (выпускной клапан еще не закрыт, впускной клапан начинает открываться.)
— Настраиваемые коромысла клапанов в начальном состоянии / при поставке имеют зазор.
Настройка зазора клапанов:
— Ослабить контргайку на обозначенных коромыслах клапанов (см. рисунок).
— Регулировочный винт по угловому методу IN = 75° EX = 105°
— Затянуть контргайку с моментом затяжки 20 Нм.
Положение коленчатого вала 2
— Повернуть коленчатый вал на один оборот, то есть 360°, перекрытие клапанов на цилиндре 4 или 6 в зависимости от модели.
— Теперь установить обозначенные на рисунке 2 коромысла клапанов, как описано выше.
Регулировака клапанов Deutz TCD 2012 L6 4V и Deutz TCD 2012 L4 4V
 — Снять крышку головки цилиндров.
— Снять крышку головки цилиндров.
— Наложить прокручивающее устройство над крепежными болтами ременных шкивов.
— Перед регулировкой зазора клапанов дать двигателю остыть не меньше 30 мин.: температура масла ниже 80 °C.
— Инструмент ( 86).
— Прокрутить двигатель, пока не будет достигнуто перекрытие клапанов, цилиндр 1. Цилиндры настраиваются согласно схеме настройки.
Указание:
— Перекрытие клапанов обозначает:
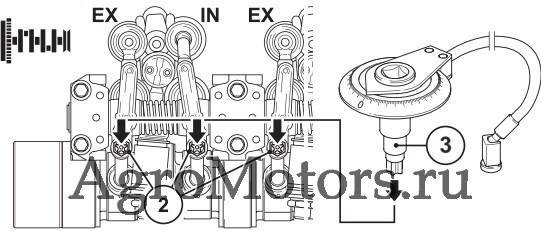
— Выпускной клапан EX еще не закрыт, впускной клапан IN начинает открываться.
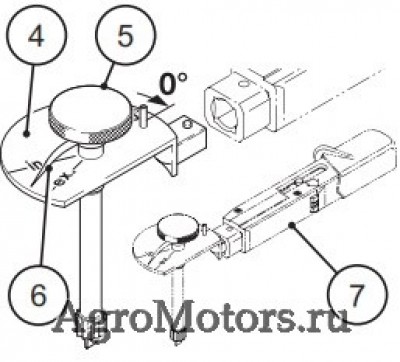 — Настроить зазор клапанов на соответствующем цилиндре устройством для настройки (номер заказа: 100340).
— Настроить зазор клапанов на соответствующем цилиндре устройством для настройки (номер заказа: 100340).
— Для этого ослабить все контргайки (3) настраиваемого коромысла.
— Повернуть регулировочные винты (1) против часовой стрелки на один оборот назад.
— Закрутить регулировочный винт (1) на настраиваемом коромысле в направлении часовой стрелки без зазора. То есть, между коромыслом клапана и клапаном (2) не должно быть зазора, а на клапан не должно оказываться давление.
— Установить стрелку (6) на рифленой ручке (5) измерительной пластины (4) на „0°“, при этом больше не перекручивать рифленую ручку (5).
— Удерживать измерительную пластину (4) точно в этом положении и поворачивать регулировочный винт (1) ручкой (5) против часовой стрелки, пока стрелка (6) не будет стоять на отметке „in“ или „ex“.
— Удерживать ручку (5) точно в этом положении и закрутить контргайку (3) динамометрическим ключом (7) с моментом затяжки 20 Нм.
— Выполнить регулировку на каждом цилиндре.
— Установить уплотнение (при необходимости новое).
— Визуально проверить и при необходимости заменить винты и резиновые элементы.
— Установить крышку головки цилиндров (при необходимости с новым уплотнением) и затянуть винты согласно инструкции: 9 Нм.
— Повернуть воздушный клапан в положение и закрепить.
Регулировка зазора клапанов для двигателя TCD 2013 L4 4V
| Последовательность зажигания: 1 — 3 — 4 — 2 | ||||
| Клапаны | Цилиндр | |||
| перекрытие | 1 | 3 | 4 | 2 |
| регулировка | 4 | 2 | 1 | 3 |
| Перекрытие клапанов | ||||
| Выпускной клапан еще не закрыт, впускной клапан начинает открываться | ||||
Регулировка зазора клапанов для двигателя TCD 2013 L6 4V
| Последовательность зажигания: 1 — 5 — 3 — 6 — 2 — 4 | ||||||
| Клапаны | Цилиндр | |||||
| перекрытие | 1 | 5 | 3 | 6 | 2 | 4 |
| регулировка | 6 | 2 | 4 | 1 | 5 | 3 |
| Перекрытие клапанов | ||||||
| Выпускной клапан еще не закрыт, впускной клапан начинает открываться | ||||||
Регулировка моторного тормоза Deutz TCD 2013 и Deutz TCD 2012
Проверка и настройка зазора управляющего золотника в моторном тормозе
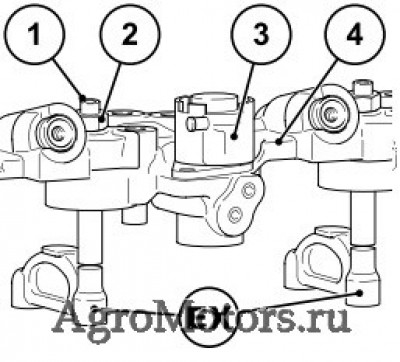 1 Регулировочный винт зазора клапанов
1 Регулировочный винт зазора клапанов
2 Контргайка
3 Электромагнитный клапан (электронное управление)
4 Управляющий мостик
— После настройки зазора клапана.
– Блок управления для моторного тормоза уже установлен.
— Прокрутить двигатель, пока не будет достигнуто перекрытие клапанов, цилиндр 1.
— Выполнить зазор управляющего золотника на каждом выпускном клапане.
— Затем выполнить те же действия, что и при зазоре клапанов.
Указание:
Перекрытие клапанов обозначает: Выпускной клапан еще не закрыт, впускной клапан начинает открываться, см. схему настройки клапанов.
 — При необходимости настроить зазор управляющего золотника, для этого:
— При необходимости настроить зазор управляющего золотника, для этого:
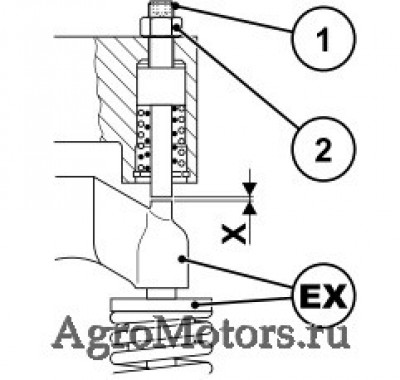
— Открутить контргайку (2).
— Надеть зазор управляющего золотника X с регулировочным устройством ( 64) на регулировочный винт (1) в EX и настроить следующим образом:
– Зафиксировать магнит
– Затем повернуть под угловым градусом 432° назад (рукой или динамометрическим ключом):
– Поворачивать регулировочное устройство без зазора, пока управляющий золотник не будет прилегать к клапанному мостику, при этом установить шкалу на «0».
EX = выпускной клапан 432° при резьбе M8 (соответствует зазору 1,5 мм)
— Выполнить проверку или регулировку на каждом цилиндре.
— Снова установить крышку головки цилиндров с новым уплотнением.
— Повернуть воздушный клапан в положение и закрепить.
EX = выпускной клапан
Источник