- Инструмент для притирки клапанов (шарошки, зенковки) и его применение
- Как работает клапанный механизм автомобильного двигателя
- Инструменты для ремонта клапанного механизма
- Как восстановить седла клапанов
- Шарошки для ремонта седел клапанов – как выполнить работу без проблем?
- Устройство клапанного механизма – принцип работы и возможные неисправности
- Зенковки и шарошки для ремонта седел клапанов – что выбрать?
- Замена седел клапанов своими руками – разбираем специфику работы
- Шарошки: процедура затачивания
- Производство шарошек
- Конструктивное исполнение инструмента
- Заточка инструмента
Инструмент для притирки клапанов (шарошки, зенковки) и его применение
Шарошки для седел клапанов – это инструмент, при помощи которого автомобильный двигатель (а точнее, его клапанный механизм) возвращается в работоспособное состояние после выполненного ремонта. При помощи таких шарошек, которые также называют зенкерами, восстанавливается герметичность рабочих цилиндров двигателя, что является одним из основных условий его технически исправного состояния.

Полный комплект инструментов для ремонта седел клапанов
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
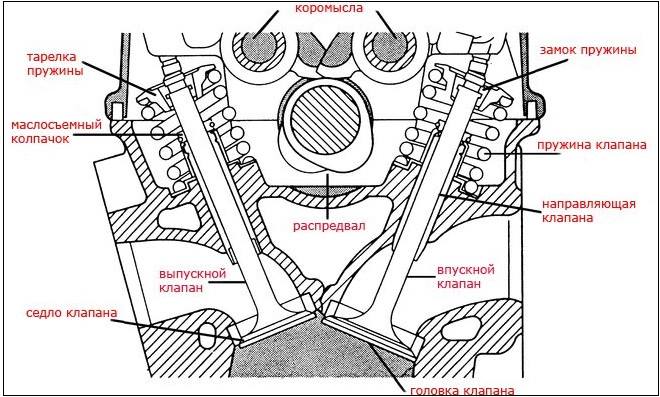
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
- термическим;
- механическим;
- динамическим;
- химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.

В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.
То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.

Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
Инструменты для ремонта клапанного механизма
Наиболее распространенным инструментом для ремонта седел клапанов является шарошка (зенкер). Следует иметь в виду, что такой зенкер – это не зенковка, посредством которой осуществляют зенкование.
Специалисты, профессионально занимающиеся ремонтом двигателей автомобилей, стараются сразу приобрести набор шарошек для ГБЦ (головки блока цилиндров). В таком наборе шарошек для клапанов есть инструменты с различными геометрическими параметрами, что позволяет оптимально подобрать их для двигателя автомобиля определенной марки.

Для приведения седел клапанов в нужную форму потребуется шесть зенкеров: три для выпускного и три для впускного клапанов
В том случае, если отремонтировать двигатель своего автомобиля вы решили своими руками, не обязательно приобретать набор шарошек, можно купить один зенкер, параметры которого точно соответствуют характеристикам ДВС вашего транспортного средства.
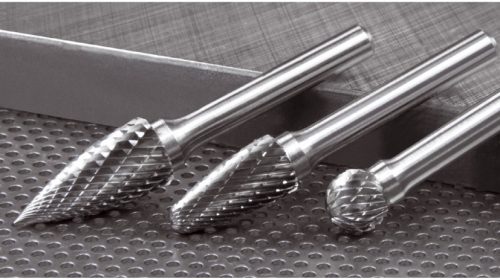
Такой инструмент для ремонта седел клапанов, как шарошка, работает по принципу фрезы, снимая с седла клапана образовавшийся нагар и тонкий слой металла. Оснащенная твердосплавными режущими зубьями, расположенными на конусной рабочей части, шарошка крепится на оправку, для чего в ее корпусе имеется специальное отверстие. Угол, под которым выполнена рабочая часть шарошки, может находиться в интервале 15–60°. Именно такой угол является основным параметром инструмента, используемого для прирезки седел клапанов.

Шарошка вращается с помощью ключа с шестигранным отверстием, обеспечивающим легкую и точную установку
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.

Обработка рабочей фаски седла шарошкой с углом в 45 градусов
Следует иметь в виду, что на седле клапана необходимо обработать три фаски: верхнюю, рабочую и нижнюю. Для обработки каждой из таких фасок используется свой зенкер, имеющий определенный угол наклона режущей части.
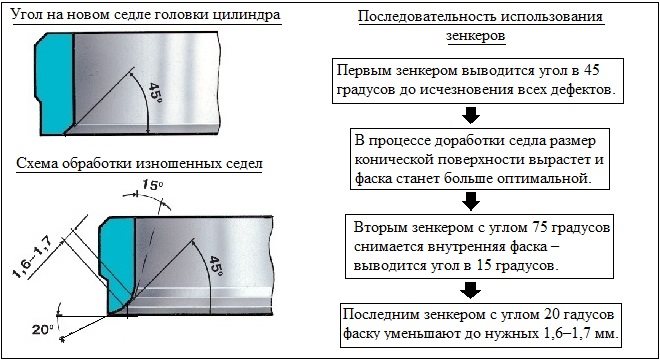
Схема обработки седла клапана (на примере двигателя ВАЗ)

Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.
Источник
Шарошки для ремонта седел клапанов – как выполнить работу без проблем?
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.

Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.

Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.

Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.

Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.

Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать. Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.

Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
Источник
Шарошки: процедура затачивания
Для заточки шарошек и других видов многолезвийных инструментов требуется применение спецоборудования.

Применяются следующие виды шарошек (или борфрез, штифтов-хвостовиков или шейперов), которые используются:
- для проведения слесарных работ при обрабатывании материала;
- в качестве инструмента для очистки труб в котельном оборудовании;
- как элемент долота при буровых работах;
- для выполнения правки шлифкругов, при обработке камней.
Шарошки конструктивно можно представить в виде комплекта из нескольких фрез, расположенных на одной оси, либо конструкции разборного типа с хвостовиком и головкой. Борфрезы являются необходимым приспособлением для обработки заусенцев, фасок, операций по шлифовке, затачивания и обработки краев деталей.
Производство шарошек
Для изготовления шарошек применяют различные виды материалов:
- стали с ванадием и кобальтом для борфрез, с применением и без применения операции закалки для использования в бытовых и производственных условиях;
- алмазный или абразивный состав на головки, применяемые в медицинской отрасли, косметологии, для гравирования и обработки в ювелирном производстве;
- напайки из твердосплавных элементов для металлообработки твердых и закаленных материалов.
Конструктивное исполнение инструмента
По виду конструктивного исполнения имеются шарошки с одним, двумя или тремя конусами. Конфигурация головки инструмента может быть изготовлена в любой форме и зависит от детали для обработки: в виде цилиндра, гиперболической формы, конуса, сферы и пр. Профиль зуба выполняется в нормальном или усиленном варианте, применяемом для мехобработки мягких металлов.

Заточка инструмента
При выполнении процесса затачивания борфрез необходимо учитывать следующие особенности:
- для инструмента из углеродистой стали применяются шлифкруги на керамической связке: электрокорундовые круги №8…10;
- заточка многолезвийных шарошек выполняется в обычном порядке;
- в первую очередь проводится черновая обработка по задней поверхности с использованием абразивных кругов, а затем выполняется чистовая обработка алмазными кругами;
- заточку передних плоскостей возможно проводить без выполнения подготовительной обработки в том случае:
— когда ножи шлифуются (до или после сборки) по передней плоскости;
— после смены пластины или при химико-механическом шлифовании;
— при перетачивании инструмента.
Проведение заточки требует обеспечения таких условий:
- необходимо соблюдать размер выступа над поверхностью корпуса шарошки в интервале 0,5…1,0 мм;
- при смене пластин нельзя допускать на поверхности наличия припоя или сварочного шлака;
- требуется соблюдать отсчет переднего угла от касательного направления к эллипсу;
- при затачивании двойного конуса требуется проверка задних углов: корпус (+4 0 ), пластина (+2 0 ) и по фаске;
- при заточке цилиндрической части выполняют проверку двух задних углов;
- выполнение доводки проводится по рабочим поверхностям;
- затачивание плоскости зуба выполняют на заточном станке, шлифовку ленточки — на круглошлифовальном станке при помощи оправок;
- при наличии обратного конуса проводят шлифовку цилиндрического участка, а затем на плоскости с конусностью.
Заточка выполняется после термообработки или напайки пластин. После образования баз по центрам выполняют заточку плоскостей и ленточки.
Источник