
- Суть хонингования, применяемые станки и инструменты
- Описание процесса хонингования и его виды
- Главные плюсы
- Этапы хонингования
- Используемое оборудование и материалы
- Хонинговальные станки
- Хонинговальные бруски
- Как обрабатывают отверстия не круглой формы
- Хонингование в домашних условиях
- Хонинговальная головка своими руками
- VasKey › Блог › ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ
- Хонинговальная головка своими руками
- Сайт о внедорожниках УАЗ, ГАЗ, SUV, CUV, кроссоверах, вездеходах
- Хонингование цилиндров — что это и зачем
- Что такое хонингование
- Для чего необходимо хонингование цилиндров
- Требования к инструменту и материалам
- Как правильно делается хонингование цилиндров двигателя
- Ремонт блока цилиндров хонингованием и оборудование для него
- Суть процесса
- Цель хонингования
- Инструмент для обработки
- Проведение работ
- Хонингование цилиндров своими руками
- Хонингование – легкий способ довести поверхность до идеала
- 1 Что это такое хонингование и каким оно бывает?
- 2 Оборудование и материалы для хонингования
- 3 Особенности процесса и сфера применения хонингования
- 4 Технология хонингования в домашних условиях
Суть хонингования, применяемые станки и инструменты
Описание процесса хонингования и его разновидностей. Используемые станки и инструменты на этапах хонингования. Применяемые для работы бруски. Экструзионное и плосковершинное хонингование.

Хонингование – это процесс обработки поверхности металла с использованием алмазной крошки. Основное применение оно нашло для шлифовки конусных и цилиндрических деталей. Данная операция удобна при изготовлении отверстий. Получаемая величина шероховатости поверхности соответствует уровню чистовой токарной зачистки или шлифовке крупнозернистым абразивным кругом. Только методом хонингования можно добиться нужного результата при работе с блоком цилиндров. В местах сопряжения деталей должна находиться смазка, которая удерживается специально нанесенной хонинговальной сеткой.
Используемый хонинговальный инструмент называется хоном. Это бруски или камни, которые размещаются по периметру основания. В процессе работы они стираются, поэтому конструкция обоймы предусматривает возможность их замены.
Для процесса хонингования используются специальные станки. Это приспособления с горизонтальным или вертикальным расположением в пространстве шпинделя. Каждый из них имеет свое назначение в зависимости от проводимой работы. Хонинговальное оборудование специализировано под узкий профиль. Изготовление универсальных станков отошло в прошлое.
Описание процесса хонингования и его виды
В процессе хонингования происходит абразивное воздействие на поверхность обрабатываемой детали. Целью является получение нужной шероховатости поверхности и достижение необходимой точности размеров с помощью хонинговального инструмента. В этом качестве выступает алмазный брусок. Часто алмазная крошка располагается на керамической связке. Керамическое хонингование находит применение наряду с бакелитовым. У полученных деталей минимизируются потери на трение при работе в сопряжении с другими элементами конструкции.
Различается несколько видов хонингования:
- Сухое. При таком процессе не участвует смазочная жидкость.
- Вибрационное. Это метод, в котором дополнительную помощь оказывает вибрация.
- Электрохимическое. В процессе не только участвуют механические силы, но и воздействует электрохимический фактор.
- Экструзионное хонингование. На видео представлен весь процесс, который буквально завораживает в процессе просмотра.
- Плосковершинное, или платохонингование.
Видеозапись экструзивного хонингования:
Между цилиндрами и кольцами существует зазор, который заполняется маслом. Формируется он автоматически в первое время работы двигателя. Для этого с помощью платохонингования поверхностный слой сопрягаемых деталей делается рыхлым. В процессе работы он стирается, и детали надежно прилегают друг к другу. Минимальный оставшийся зазор заполняется маслом.

Главные плюсы
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Этапы хонингования
После закрепления детали в оборудовании проводятся 2 этапа хонингования:
- Черновой. Ведется с помощью крупнозернистого абразива. На этом этапе изделию придается нужная форма без выдерживания точности размеров.
- Чистовой. С помощью алмазных или керамических брусков идет дополнительная обработка поверхности. В результате изделие получается гладкое, с нужным классом шероховатости, а размеры соблюдаются в пределах допуска.
Мелкозернистый абразив обеспечивает нанесение хонинговальной сетки на поверхности блока, впадины которой заполняются маслом. Это позволяет ему удерживаться на микрорельефе поверхности изделия. Оно не стекает и выполняет смазывающие функции.
После процесса хонингования детали требуют очистки. Чтобы удалить металлическую стружку, сначала применяется абразивная щетка. Потом готовится мыльный раствор, куда окунаются изделия.
Чтобы добиться нужной гладкости, используется абразивная паста. При ее нанесении заполняются все мелкие поры. Эта финишная обработка окончательно устраняет микрочастицы грязи, оставшиеся на деталях.
Используемое оборудование и материалы
Количество вставляемых брусков колеблется в пределах 5–8 штук. Чем их больше, тем выше получается класс шероховатости обрабатываемой поверхности.
Хонинговальные станки
Применяемый хонинговальный станок бывает 2 типов:
- Хонинговальный горизонтального типа. На нем выполняются наружные операции с длинными деталями.

- Хонинговальный вертикального типа.


На вертикальных хонинговальных станках работы ведутся только с внутренними поверхностями, а обрабатываемые изделия имеют небольшую длину.
В классическом исполнении существуют следующие узлы станка:
- Корпус. Представляет собой сварную конструкцию из труб. Сверху расположен защитный кожух.
- Линейные направляющие с установленными концевыми выключателями. Они необходимы для контроля передвижения каретки в заданных пределах.
- Передвигающаяся каретка.
- Хонинговальный инструмент.
- Насос для охлаждения жидкости.
- Зажимное устройство.
- Электрическая часть.
- Панель управления.
Хонинговальные бруски
- белый электрокорунд;
- зеленый карбид кремния;
- эльбор;
- алмаз.
Хонинговальные алмазные бруски получили наибольшее распространение. Если в качестве связки используется керамика, то материал инструмента получается пористым и хрупким. В процессе работы из-за его мягкости происходит самозатачивание бруска и отколы от него мелких частиц. Эти микроэлементы попадают на поверхность обрабатываемой детали и наносят царапины.
Хонинговальные бруски на бакелитовой связке таких недостатков не имеют. Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Во время выбора твердости хонинговального бруска руководствуются следующими правилами:
- Твердый хонинговальный инструмент ставится для обработки грубой поверхности.
- На обработку короткой заготовки следует ставить более твердый брусок.
- Уменьшение ширины бруска должно сопровождаться увеличением его твердости.
- При увеличении твердости материала обрабатываемой детали должна возрастать мягкость бруска.
Увеличение твердости бруска сопровождается уменьшением его пористости. Это создает затруднение для расположения стружки. Возникает риск налипания металла на хонинговальный инструмент.
Как обрабатывают отверстия не круглой формы
Происходит это за счет того, что в хонинговальных станках бруски находятся в специальном корпусе, конструкция которого состоит из следующих элементов:
- пневматической камеры;
- двух муфт: подвижной и неподвижной;
- колодок.
В корпусе изготовлены канавки, по которым подается воздух. В процессе работы давление воздушного потока из пневмокамеры прижимает инструмент к обрабатываемой поверхности изделия. Колодки обладают способностью поворачиваться на необходимый угол. Благодаря этому происходит хонингование любой поверхности вне зависимости от ее конфигурации. Изменением силы воздушного потока контролируется величина прижима хонинговального инструмента к изделию.
Другой способ – это использование гибких щеток, которые крепятся к эластичным нитям. В итоге возможна обработка поверхности любого контура.

Хонингование в домашних условиях
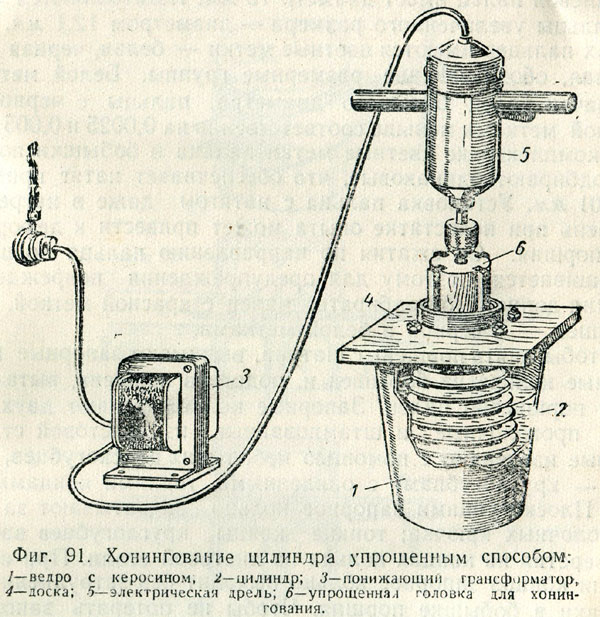
- электрическая дрель;
- очки для защиты глаз;
- ветошь;
- масло или керосин.
- Рабочий инструмент фиксируется в патроне дрели.
- Обрабатываемое отверстие увлажняется.
- Включается дрель, камни сжимаются, и инструмент опускается в отверстие.
- В процессе работы совершаются поступательные движения вверх и вниз.
- Вынимать инструмент из отверстия можно только после его остановки.
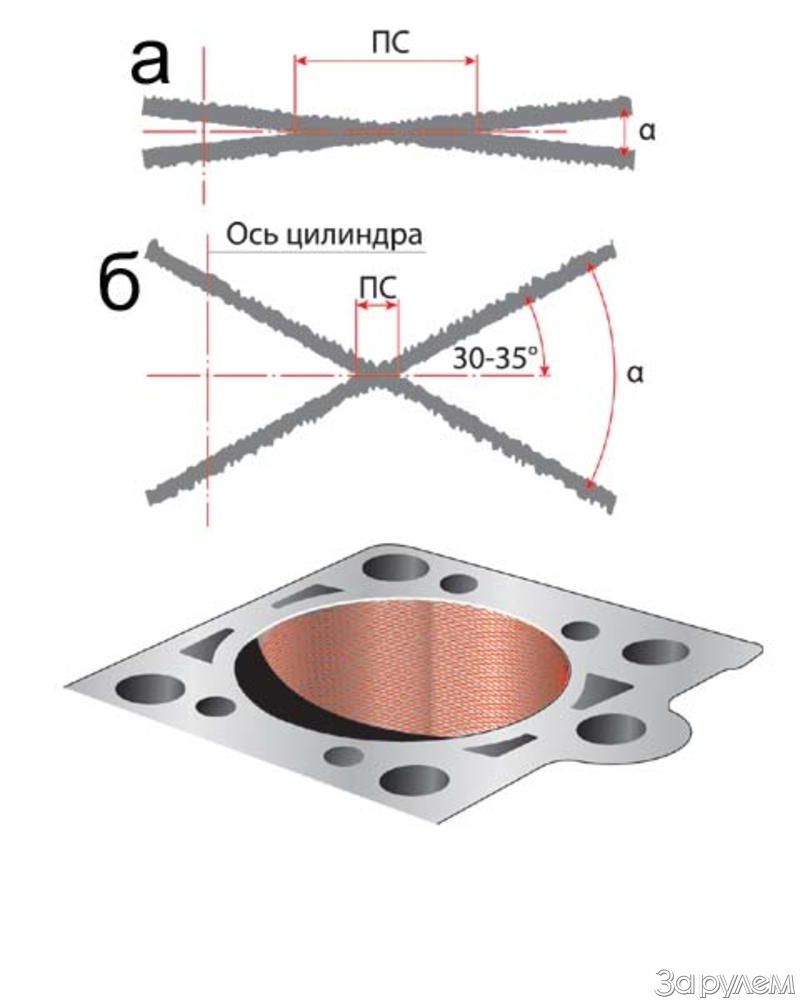
- Постоянно ведется наблюдение за формируемым узором поверхности. Получаемые линии должны ложиться равномерно, создавая между собой угол в 60 градусов.
После окончания работы деталь промывается в мыльном растворе, просушивается и покрывается маслом. Оно необходимо в качестве антикоррозийной защиты.
Возможно, у читателей этой статьи имеются автомобили, которые требовали капитального ремонта. При его выполнении хонингование является обязательной операцией. Может, вы знаете какие-то нюансы в проведении такого процесса? Поделитесь ими в комментариях к этой статье.
Источник
Хонинговальная головка своими руками
VasKey › Блог › ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ

Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?

Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.

Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
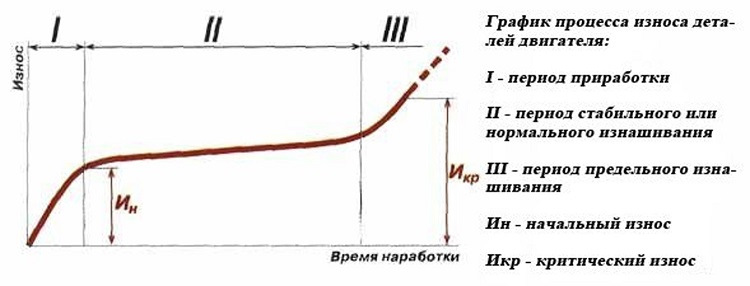
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;
— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
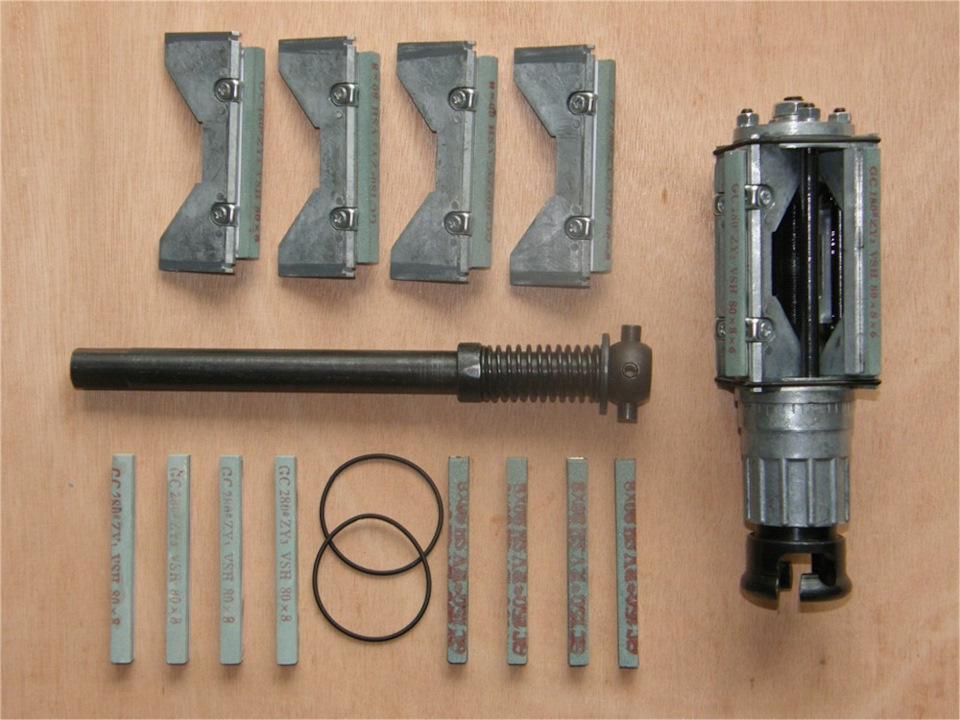
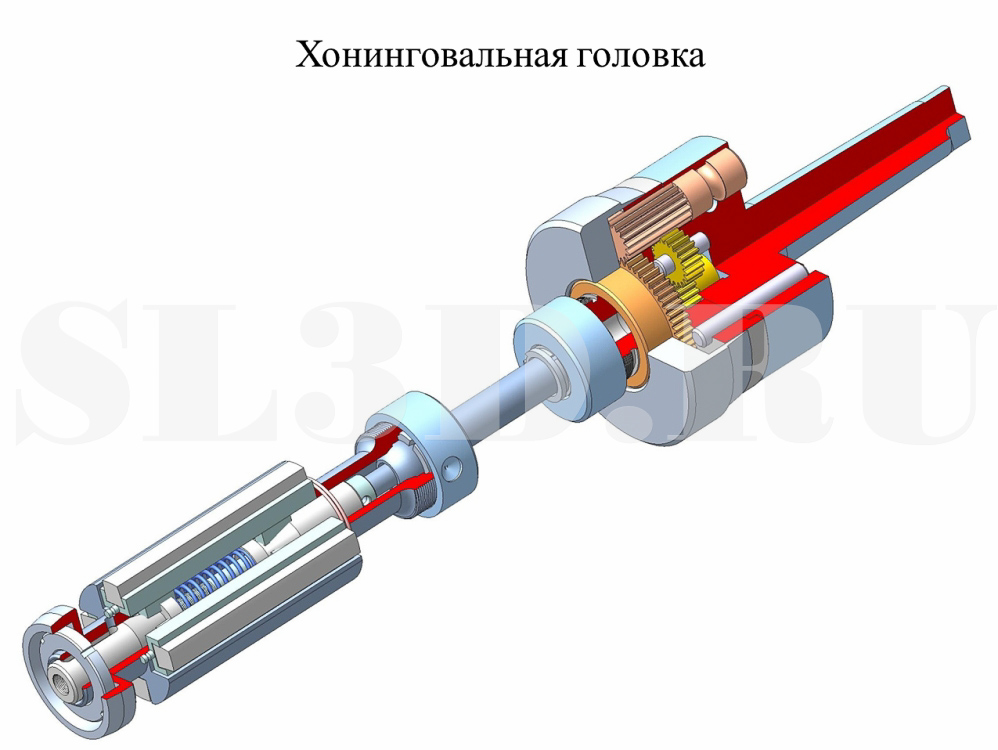
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
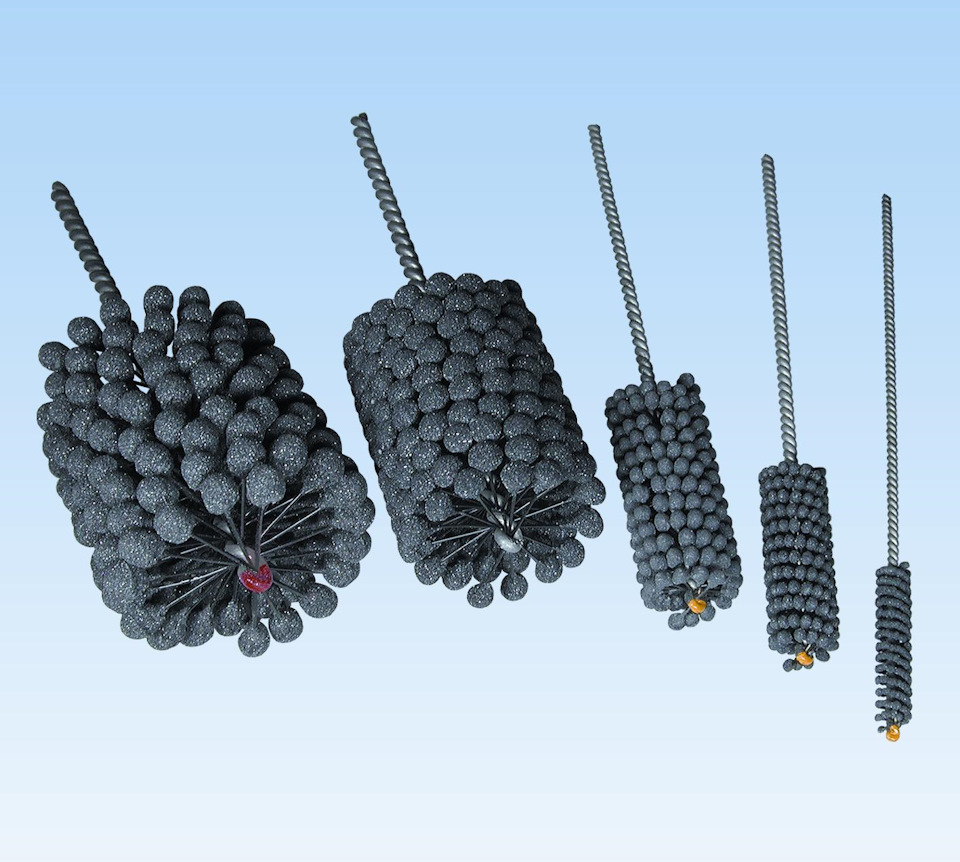
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.

ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Хонинговальная головка своими руками

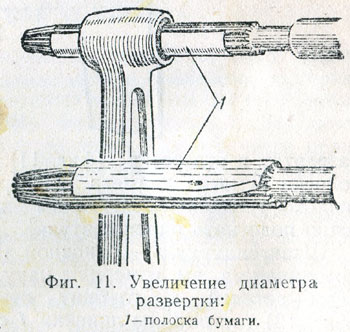
При ремонте цилиндра восстановить его первоначальную форму можно притиркой. Притир — это инструмент. Его несложно изготовить самостоятельно. Втулку делают из чугуна, остальные детали из стали. Втулка имеет один сквозной разрез или четыре несквозных. Это позволяет ей плотно прилегать к цилиндру. Зажатый в патроне сверлильного или токарного станка притир вводят в цилиндр и вращают не быстрее 50. 80 об/мин. На поверхность притира наносится паста, состоящая из мелкого абразивного порошка в смеси с маслом. До последнего времени такой порошок получали по-разному. Толкли стекло в ступе, терли друг о друга абразивные бруски и т. п. Сейчас в продаже появилась специальная паста «КТ» из порошка карбида титана. Она выпускается наборами, в которые входит несколько тюбиков. В каждом тюбике — паста своей зернистости. Для наших целей пригодны пасты зернистостью 150. 170, для окончательной обработки — 250. 400.
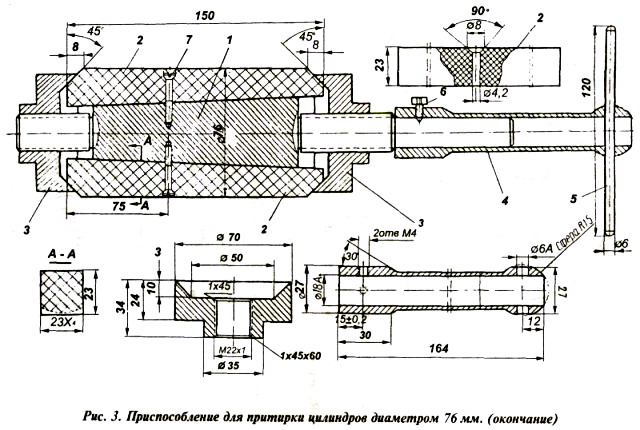
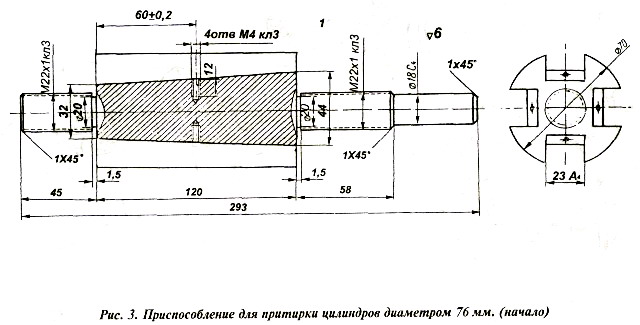
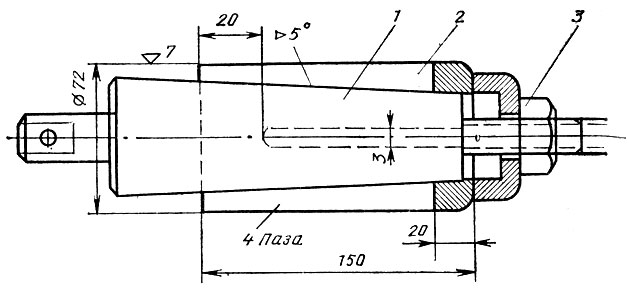
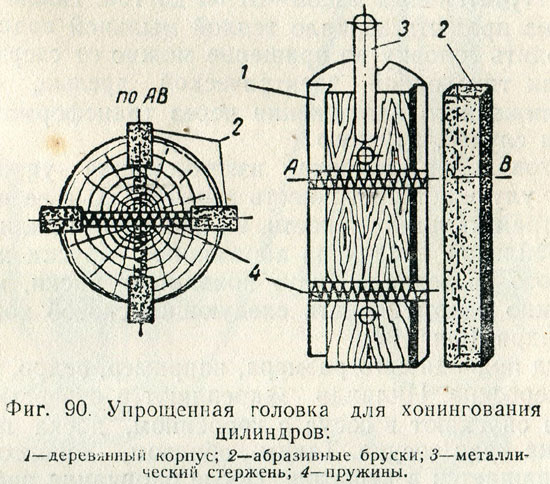
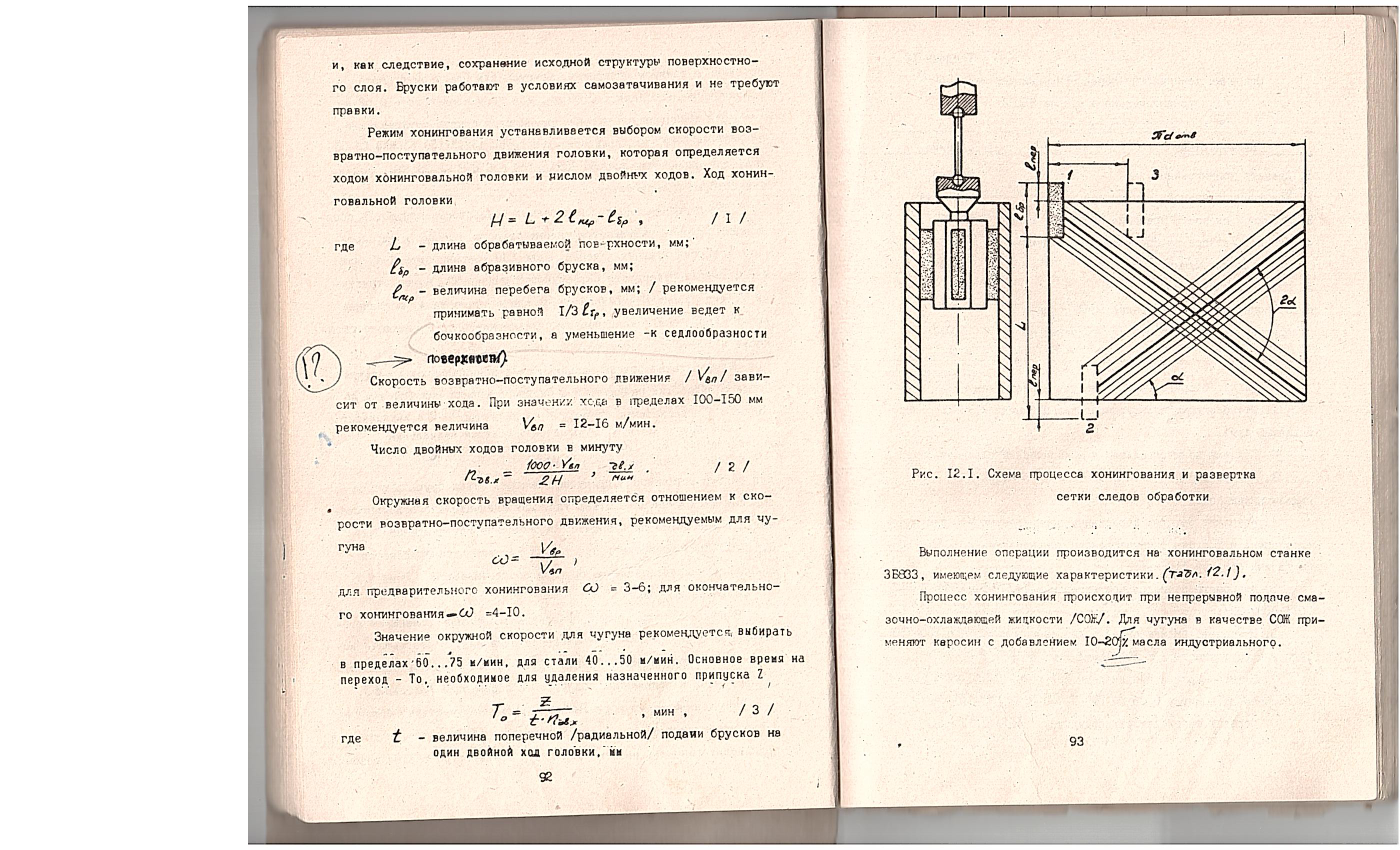
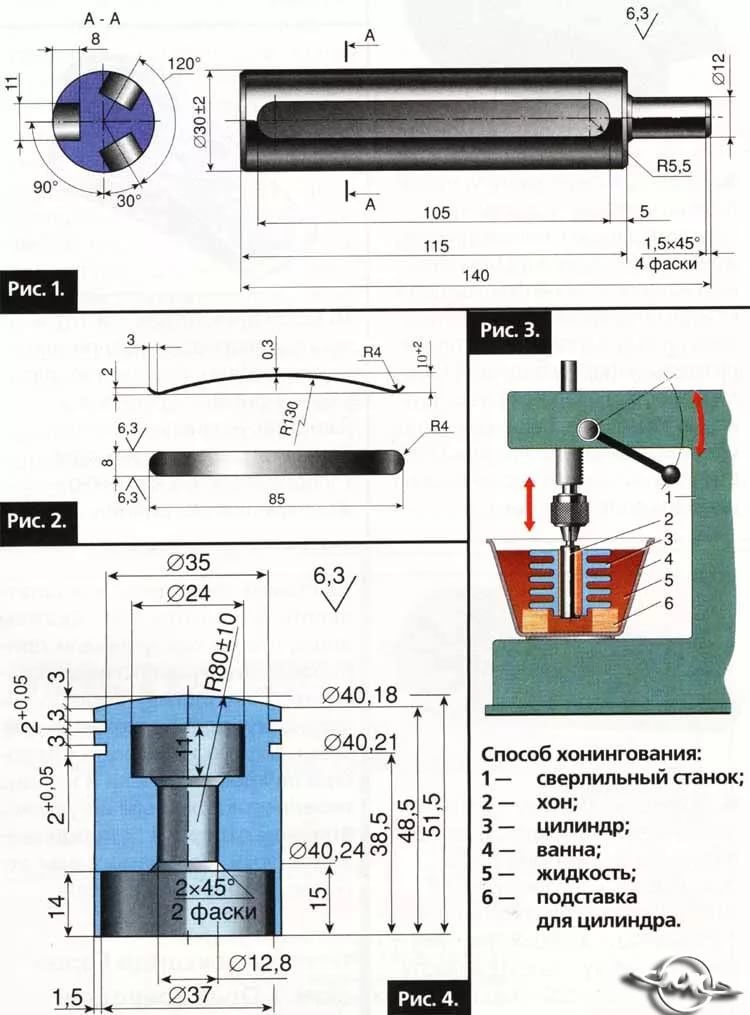
Для получения сетчатой и ровной поверхности цилиндра после его расточки на токарном станке применяют и другой способ: хонингование. Как операция притирки, так и эта получила название от инструмента — хона. Хон — деревянная болванка с центральным отверстием и четырьмя вертикальными пазами для абразивных брусков; бруски постоянно прижаты к зеркалу цилиндра пружинами. Для хона используют бруски той же зернистости, что и пасты для притирки. Хон должен вращаться с частотой 200. 220 об/мин при 60. 100 возвратно-поступательных ходах вверх-вниз за то же время. Обрабатываемую поверхность нужно обильно смачивать керосином. Как и во время притирки цилиндр нельзя жестко закреплять, его следует держать в руках и периодически переворачивать. Применяется предварительное хонингование для исправления погрешностей предыдущей обработки и чистовое )окончательное) хонингование для уменьшения шероховатостей.
Хонинговальные бруски изготавливают из электрокорунда или карбида кремния, как правило, на керамической и бакелитовой связке, зернистость 3-8 или М20, М28. Применяется также и алмазное хонингование , главное преимущество которого состоит в эффективном исправлении погрешностей геометрической формы обрабатываемых отверстий, а также уменьшении износа брусков в 150-200 раз по сравнению с износом обычных абразивных брусков.
Количество брусков в головке выбирают из условия, что их суммарная ширина должна составлять 0,2 -0,5 длины окружности отверстия. Рекомендуется четное число брусков в головке (8,6,4,2) с диаметральным расположением их по окружности. Крепление брусков производится клеями. Используется целлулоидный клей -25-30% целлулоида и 70-75% ацетона. Подача на глубину резания осуществляется за счет радиального раздвижения брусков механическим, гидравлическим или пневматическим устройством.
Процесс хонингования сопровождается охлаждением зоны резания. Используются керосин, смесь керосина и веретенного масла, водно-мыльные эмульсии. Скорость подачи жидкости 50-60 л/м для своевременного удаления пыли и стружки.






Для увеличения срока службы цилиндра делают мелкие каналы для масляной плёнки в виде сетки Х образной формы методом хонингования цилиндра.
Кольца поршня в цилиндре лучше притираются по всему периметру окружности без задиров и слизов.
Дело в том, что идеально расточить цилиндр невозможно, а притиром можно добиться доработки к идеальной поверхности формы цилиндра.
В любом случае надо, чтобы не угробить кольца поршня, доводить цилиндр притиром постоянной формы. Выточить из дерева сухого дуба притир, нарезать паз под наждачьку.
Притир должен не сильно плотно войти в цилиндр для восстановления формы цилиндра, чтобы не получилось конусности. По мере расточки удлинить наждачьку или подложить плотную бумагу под низ.
После притира, можно делать хонингование и доводку поверхности цилиндра к сетчатой и гладкой одновременно, хоновой головкой.
Дальше притирка колец поршня к цилиндру в работающем двигателе, методом резких скачков оборотов двигателя ручкой газа, в результате чего кольца поршня снимут стружку с поверхности сетки хона цилиндра, где есть неровности и микро шероховатости поверхности цилиндра, доводя до идеальных размеров контакта колец с цилиндром. Кольца поршня хромируют и контактная поверхность твёрдая, легко стирает хонингованный чугун цилиндра, превращая в зеркальную поверхность, буквально в первый же день обкатки двигателя. Хонингование делают для притирки колец к цилиндру для получения компрессии и мощности двигателя. Цилиндр шлифуется хромированным слоем колец поршня до зеркальной поверхности, плюс остаются микронные бороздки для удержания масла на стенках цилиндра. Снять стружку при притирании колец с зеркальной поверхности цилиндра чревато последствиями сухого трения и залипания хрома в чугунном цилиндре. Кольцо теряет твёрдый слой пористого хрома и стирается в разы быстрее с потерей компрессии в цилиндре. Поршень отдаёт тепло цилиндру через кольца и масляную плёнку между ними.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
Сайт о внедорожниках УАЗ, ГАЗ, SUV, CUV, кроссоверах, вездеходах
Хонингование применяется после растачивания, развертывания и шлифования. Преимущественно для отделки отверстий с целью повышения точности его формы и размера. Для уменьшения шероховатости, а также для создания специфического микропрофиля обработанной поверхности. Обработка производится с помощью абразивных или алмазных брусков, закрепленных в хонинговальной головке (хоне).
Хонингование, конструкции хонов с разными способами крепления в шпинделе станка, хонингование при отделке наружных поверхностей шеек коленчатых валов.
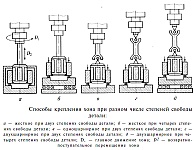
Хонингование с жестким креплением хона в шпиндель станка при двух степенях свободы детали применяется для обработки деталей с параллельными верхней и нижней плоскостями и перпендикулярной к ним осью отверстия. В случае обработки мелких и среднегабаритных деталей применяется схема с жесткой связью хона и шпинделя станка при четырех степенях свободы детали.
Если несоосность шпинделя и обрабатываемого отверстия менее 0,05 мм, то применяют одношарнирное крепление хона. Если несоосность более 0,05 мм — то двухшарнирное, а детали придают четыре степени свободы.
Хон, как правило, совершает три движения:
— Вращательное (главное) движение D1.
— Возвратно-поступательное движение D2.
— Радиальное движение подачи брусков.
Способы крепления хона при разном числе степеней свободы детали.
Совокупность этих трех движений создает условия срезания микростружки и самозатачивания инструмента. На обработанной поверхности остаются характерные следы траектории движения зерна в виде сетки. Характер траектории зависит от сочетания величины скоростей поступательного и вращательного перемещения и угла а наклона вектора скорости резания. Конкретные значения скоростей резания определяются размерами детали и условиями обработки.
Диапазон размеров хонингуемых отверстий:
— По диаметру 2,5-1 000 мм.
— По длине 5-25 000 мм.
Разновидностью обычного хонингования является вибрационное хонингование. При нем хону или детали придается дополнительное круговое или возвратно-поступательное движение с малой амплитудой (1-4 мкм) и частотой до 20 дв. х./мин.
Скорость главного движения D1:
— Для обработки стали составляет 45-60 м/мин.
— Чугуна — 60-75 м/мин.
Соотношение скоростей движений D1 и D2 равно 1,5-10,0. Производительность вибрационного хонингования значительно выше обычного хонингования. А в ряде случаев приближается к производительности шлифования.
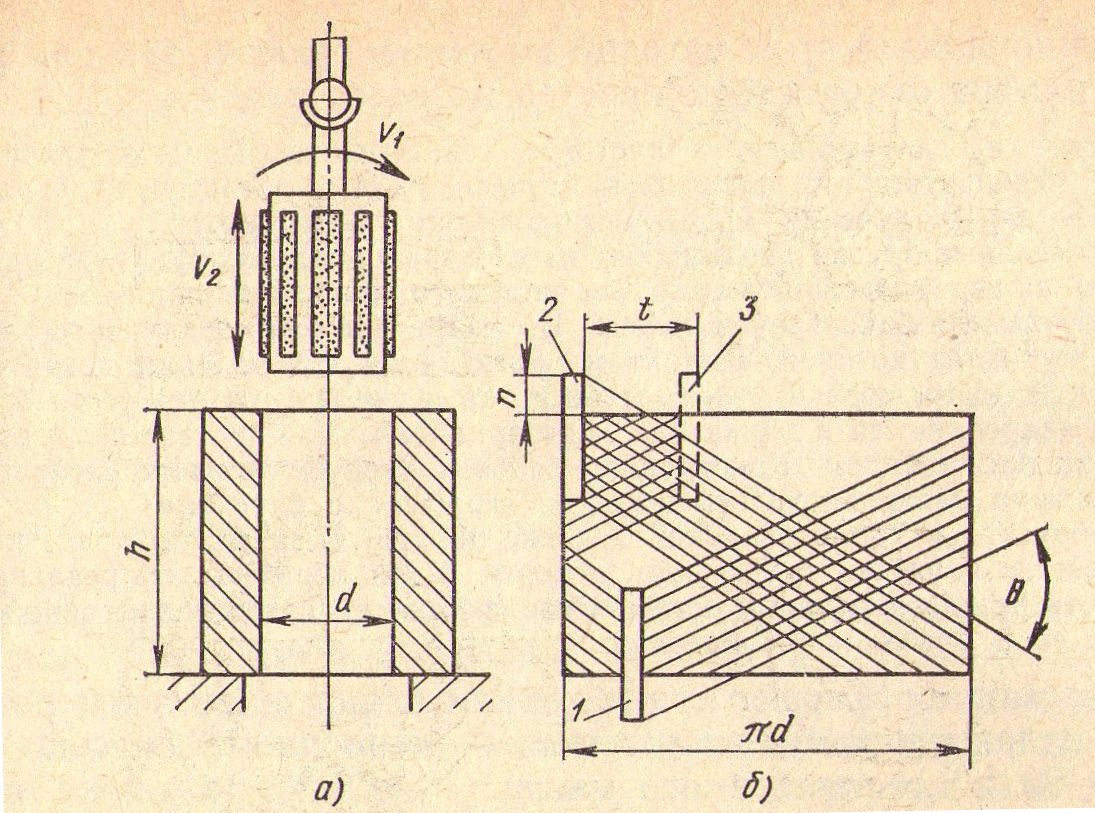
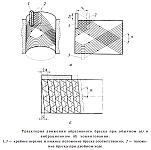
На рисунке ниже показаны траектории движения абразивного бруска при обычном и вибрационном хонинговании. Крайнее верхнее 1 и нижнее 3 положения абразивных брусков устанавливают с перебегом Д2, необходимым для точной обработки отверстия. Минимальные отклонения формы получаются при перебеге, равном 0,33 длины бруска, и при длине бруска, равной 0,50-0,75 длины обрабатываемого отверстия. При каждом двойном ходе бруски оказываются в положении 2, т. е. смещаются на величину перекрытия А.
Вибрационное хонингование изменяет вид сетки, что обусловлено размахом колебаний бруска 2А, продольной подачей S бруска на один оборот и углом сетки а. Как показывает схема движения абразивных зерен, при вибрационном хонинговании резко уменьшается длина стружки, снимаемой зерном. А короткая стружка сравнительно легко удаляется из зоны резания. Это позволяет применять более твердые бруски, которые выдерживают большие давления без затупления или налипания металла.
Скорость резания при обычном хонинговании является геометрической суммой скорости вращения и скорости поступательного перемещения хона. С изменением угла а изменяется сетка рисок и царапин, образуемых абразивными зернами при относительном движении хона.
Траектория движения абразивного бруска при обычном и вибрационном хонинговании.
При малых углах а абразивное зерно может снимать более длинную стружку. Это затрудняет ее удаление из зоны резания. Минимальная длина стружки получается при угле 45 градусов. То есть при равенстве скоростей вращения и продольного перемещения хона. Поэтому для обеспечения оптимальных условий стружкообразования необходимо использовать достаточно высокие скорости поступательного движения хона.
Однако реверсивный характер этого движения в период изменения направления перемещения хона вызывает большие инерционные нагрузки в системах станка. Результаты хонингования и протекание самого процесса обработки зависят от его цикличности. Существенным фактором, влияющим на цикличность, является исходная шероховатость поверхности детали.
В начале обработки осуществляется интенсивный съем металла, что ведет и к интенсивному износу брусков. С уменьшением шероховатости обрабатываемой поверхности поверхность брусков сглаживается и интенсивность съема металла снижается.
Первоначальная режущая способность брусков и высокая интенсивность резания восстанавливаются в начале обработки следующей детали с исходной шероховатостью поверхности. Поэтому целесообразно выбирать наименьшее время хонингования.
Хонингование с нормированной радиальной подачей брусков.
В последнее время широкое распространение получает хонингование с нормированной радиальной подачей брусков. Величина подачи составляет 2-5 мкм/дв. х. хона. Для такой обработки целесообразно использовать алмазные и эльборовые бруски. Их износ за время обработки одной детали очень мал. Применение обычных абразивных брусков, кроме съема припуска требует компенсации износа брусков, который на протяжении цикла обработки меняется.
Поэтому подача должна быть переменной, что значительно усложняет конструкцию станка. В отличие от других способов отделочной обработки при хонинговании определяющее влияние на точность и шероховатость поверхности оказывает хон, который проектируется для конкретного случая обработки определенной детали.
Конструкции хонов с разными способами крепления в шпинделе станка.
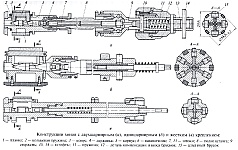
Корпус 5 типового хона с двухшарнирным креплением имеет равномерно расположенные по окружности пазы, в которых размещаются державки 4 с напаянными на них алмазными брусками. В центральном отверстии корпуса перемещаются конусы 3, на которых лежат опорные поверхности державок 4. Радиальная подача державкам с брусками сообщается продольным перемещением конусов 3.
При входе в отверстие детали хон направляется планками с радиусной поверхностью. Хон шарнирно соединен с полой штангой 8, имеющей в нижней части шаровой наконечник 6. Внутри штанги движется шток 7, сообщающий осевое перемещение конусам 3 головки от гидромеханизма подачи станка. Шток 7 связан с конусами головки с помощью сферического шарнира через шток 13, промежуточный стержень 9, детали 12 компенсации износа брусков и штифт 10.
Подача станка действует лишь в одну сторону (вниз). Отвод конусов 3 и всех передаточных звеньев в верхнее положение происходит под действием пружины 11. При подъеме конусов алмазные бруски убираются внутрь корпуса хона с помощью кольцевых пружин 2. Обычно станок настраивают на определенную длину хода штока. Для быстрого снятия и установки хона предусмотрен байонетный замок.
Штанга со штифтом 14 входит в патрон, который запирается поворотом кольца. Хон подвешен на двух шарнирах, с помощью которых он самоустанавливается по обрабатываемому отверстию. Более упрощенную конструкцию имеют хоны с одношарнирным креплением и с жестким креплением.
По характеру крепления брусков в хоне различают:
— Хоны с подпружиненными брусками. При обработке отверстий не исправляются такие погрешности формы, как непрямолинейность оси отверстия.
— Хоны с жестким креплением брусков. При обработке происходит исправление всех погрешностей формы с потерей точности обработки.
Для обеспечения базирования хона по обрабатываемой поверхности число брусков в нем должно быть кратным трем. Процесс хонингования обычно осуществляется при обильном охлаждении, необходимом для удаления микрочастиц срезаемого металла и отходов абразивных брусков, снижения трения и предотвращения адгезионного схватывания абразивных частиц с обрабатываемым металлом.
Так как процесс проходит при невысоких температурах (50-100 градусов), то охлаждающие свойства жидкости (СОЖ) здесь не так важны, как при шлифовании. Состав СОЖ выбирают с учетом характеристик обрабатываемого материала и абразивных брусков, требований к качеству поверхности и производительности труда. Чаще всего используется СОЖ на основе керосина с добавлением минерального масла, олеиновой кислоты или скипидара.
При обработке чугуна в качестве СОЖ обычно используют чистый керосин или керосин с добавкой 10-20 % масла индустриального И-20А. Подробно выбор СОЖ при хонинговании описан в технической литературе.
Хонингование при отделке наружных поверхностей шеек коленчатых валов.
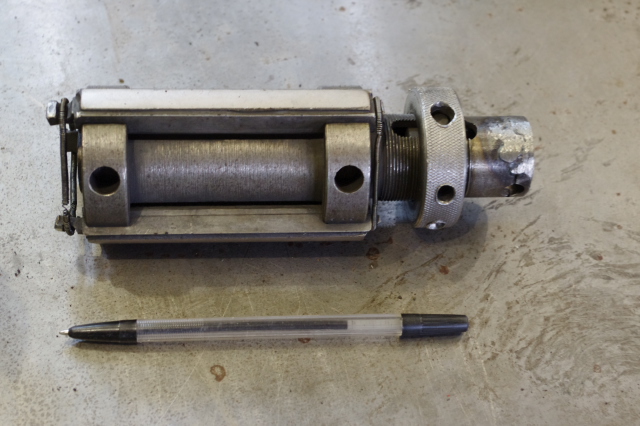
В практике хонингование применяется и при отделке наружных поверхностей тел вращения, в частности шеек коленчатых валов. Хонинговальное устройство в этом случае состоит из разжимных скоб 4 и 5 и инструмента — абразивной головки (разрезанного полого цилиндра), колодок 3 и 6, вдоль образующих которых укреплены абразивные бруски 1, 2, 7 и 8.
Хонинговальное устройство для отделки шеек коленчатых валов.

При вращении коленчатого вала обрабатываемая поверхность охватывается разжимными скобами, которые прижимают колодки с брусками к шейкам вала, осуществляя тем самым их обработку. При хонинговании применяются бруски из электрокорунда, карбида кремния или синтетических алмазов. Зернистость абразива от 8 до М20. Для алмазных брусков зернистость от 400 до 14.
По материалам книги «Технологические процессы ремонта автомобилей».
В. М. Виноградов.
Хонингование цилиндров — что это и зачем



Самым завершающим этапом при капитальном ремонте любого двигателя является хонингование. В этой статье вы подробно узнаете о том, что такое хонингование блока цилиндров, зачем оно производится и как осуществить его своими руками.
Что такое хонингование
Хонингование выполняется для уменьшения шероховатости поверхности цилиндров, чтобы обеспечить минимальное трение между поршнем и рабочей частью цилиндра. Данная процедура выполняется при помощи режущей обработки. Хонинговальные бруски устанавливаются в специальные хонинговальные головки, которые устанавливаются как радиально, так и плоскопараллельно через конусные механизмы или зубчатые рейки. Таким образом, достигается крестовая шлифовка поверхности и соответствующая сетка штрихов. В связи с этим, хонингование получило второе название – перекрестная шлифовка. Смазка и охлаждение обрабатываемого материала обеспечивается с помощью специального хонинговального масла, которое подается на всем протяжении обработки.
Для чего необходимо хонингование цилиндров
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров. Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива. Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Хорошо, если дело обойдется только расточкой цилиндров. Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.
Требования к инструменту и материалам
Как вы уже догадались, применение обычного расточного станка при хонинговании блока цилиндров недопустимо. Для этого используется только специальное оборудование, которое позволяет добиться самых точных результатов. Ведь такой параметр, как размер, в блоке цилиндров играет очень важную роль.
Обработка блока цилиндра, изготовленного из алюминия должна выполняться с помощью специальных брусков. Для достижения более точной геометрии элемента их количество должно составлять от 5 до 8. Расположение брусков выполняется по всему периметру обрабатываемой поверхности. Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.

При расточке блока цилиндров применяются специальные бруски с алмазными зернами. Крепление зерен обеспечивается с помощью пластмассовой связки. Данный материал применим для обработки блока цилиндров, изготовленного из алюминия. Конструкция брусков позволяет добиться самозатачивания алмазов. Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Как правильно делается хонингование цилиндров двигателя
Капитальный ремонт блока делится на несколько этапов. Вначале происходит расточка цилиндра до ремонтного размера. Обязательным условием является оставление припуска в 0,1-0,15 миллиметров. Данный размер позволяет вначале придать форму будущему цилиндру, а затем провести обработку шероховатой поверхности, чтобы сделать ее максимально гладкой.
После того, как второй этап будет завершен, необходимо выполнить промывку двигателя. Дело в том, что при обработке появляется большое количество металлической стружки, которая сразу может быть и незаметна. Однако, ее присутствие на стенках гильз совсем не желательно и может привести к повторному износу блока, поэтому ее необходимо удалить.
Внимание! Чтобы бруски не замазались и не переломились, необходимо через определенные промежутки времени прерывать хонингование, примерно, на 30 секунд. При этом, касание инструмента стенкам цилиндра должен быть прекращен. За это время обрабатываемую поверхность и бруски нужно промыть и обработать новой порцией хонинговального масла. После этого, можно снова продолжать обработку.
Чтобы бруски изнашивались равномерно, рекомендуется постоянно менять направление вращения головки. Данное требование позволяет не только ровно обработать деталь, но и добиться повышенной экономии материала, что не маловажно при проведении работ любого вида.
На этом хонингование блока цилиндров завершено. Как видно, на теории в этом нет ничего сложного. Однако на практике многие водители могут столкнуться с различными трудностями, например, отсутствие необходимого оборудования или специальных навыков, нужных при обработке блока цилиндров. Именно поэтому, такую работу лучше доверить профессионалу, который за относительно небольшие деньги выполнит точную и качественную шлифовку цилиндров.
Ремонт блока цилиндров хонингованием и оборудование для него
 Хонингование — одна из операций технологического процесса, производящая отделочную обработку внутренних цилиндрических отверстий при помощи абразивных инструментов. Машиностроение широко использует данный вид обработки для получения качественных поверхностей в блоке цилиндров двигателя внутреннего сгорания при его изготовлении или при проведении капитального ремонта.
Хонингование — одна из операций технологического процесса, производящая отделочную обработку внутренних цилиндрических отверстий при помощи абразивных инструментов. Машиностроение широко использует данный вид обработки для получения качественных поверхностей в блоке цилиндров двигателя внутреннего сгорания при его изготовлении или при проведении капитального ремонта.
Суть процесса
 Процесс обработки напоминает абразивное шлифование, но хонингование происходит при небольших скоростях. Головка совершает два основных движения: круговое вращение и возвратно-поступательное перемещение по вертикальной оси. Скорость вращения варьируется в пределах 40−80 м/мин, что составляет менее 100 об/мин. Подача для таких оборотов не превышает 16−20 м/мин.
Процесс обработки напоминает абразивное шлифование, но хонингование происходит при небольших скоростях. Головка совершает два основных движения: круговое вращение и возвратно-поступательное перемещение по вертикальной оси. Скорость вращения варьируется в пределах 40−80 м/мин, что составляет менее 100 об/мин. Подача для таких оборотов не превышает 16−20 м/мин.
После нескольких двойных ходов производится разведение брусков. Для снятия равномерного припуска хонинговальная головка имеет плавающее крепление. Хонинговкой можно добиться 5−6 класса точности и 10−12 квалитета шероховатости.
Во время движения абразивных брусков происходит снятие металла в микроскопических объемах. На поверхности отверстия получается рисунок из рисок, угол пересечения которых равен 120°. Это позволяет задерживаться смазочным материалам на поверхности, снижая износ трущихся деталей.
Цель хонингования
Среди причин использования хонов выделяются следующие:
- форма обработанных внутренних отверстий соответствует геометрическим параметрам;
- высокая точность размеров;
- низкая шероховатость;
- нанесение микроскопических рисок, образующих правильный рисунок.
Если отверстие гильзы двигателя не будет иметь правильную форму, то это повлечет за собой снижение компрессии и снижение рабочего ресурса поршневой группы. Растачивание не обеспечивает получение идеальной формы из-за изнашивания и отгибания резцового инструмента. Форма может иметь дефекты в виде конусности и бочкообразности.
Обработка лезвийным инструментом не позволяет добиться требуемой чистоты. Из-за чего в процессе эксплуатации идет повышенный износ компрессионных колец и, как следствие, повышенный расход топлива и масла. Канавки с остатками смазывающего материала исключают сухое трение деталей.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
- по способу крепления абразивного инструмента:
- жесткие;
- плавающие;
- по способу обеспечения размера:
- регулируемые;
- саморазжимающиеся.
 по способу крепления абразивного инструмента:
по способу крепления абразивного инструмента: Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Абразивные бруски изготавливаются из спеченных композитов или матричных алмазосодержащих элементов. Размер зерен не превышает нескольких десятков микрон.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
Проведение работ
 Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Блок цилиндров выставляется и закрепляется на столе станка так, чтобы отверстия или гильзы располагались строго вертикально. Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Рабочая поверхность брусков снимет вершины микронеровностей, оставшихся после растачивания. Такой метод называется плосковершинный или платохонингованием.
Процесс обработки проводится с применением рабочих жидкостей. Для обработки чугунов используют керосин, а для обработки сталей — смесь керосина с маслом. Все чаще стали применяться эмульсии СОЖ. Например, 7% водный раствор НСК-5.
Интересно, что во время хонингования происходит упрочнение поверхности на глубину до 0,06 мм. При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
Хонингование цилиндров своими руками
 Многие домашние мастера самостоятельно производят ремонт двигателя своего автомобиля. Блок на расточку отдают в мастерскую, а остальные работы пытаются сделать своими руками. Перед началом работ необходимо приобрести навыки работы.
Многие домашние мастера самостоятельно производят ремонт двигателя своего автомобиля. Блок на расточку отдают в мастерскую, а остальные работы пытаются сделать своими руками. Перед началом работ необходимо приобрести навыки работы.
Для обработки потребуется набор наждачной бумаги, имеющей различную зернистость. Для предварительной обработки используют крупную шкурку. А по мере сглаживания микронеровностей зернистость бумаги уменьшается.
Хонинговальная головка своими руками делается из приспособления для ручной обработки. Конструкция состоит из трех лап. Вокруг них обматывается наждачная бумага по ходу вращения.
Хонингование происходит при обильном смачивании маслом. Процесс напоминает притирание деталей абразивным порошком. Контроль размеров при отсутствии нутромера производится поршнем ремонтного размера.
Хонингование – легкий способ довести поверхность до идеала
Многие слышали об абразивной обработке металлов, но далеко не каждый знает про ее отдельные виды, так что ниже рассмотрим один из них. Речь пойдет про возможность осуществить хонингование отверстий своими руками, также узнаем, в каких случаях данный процесс целесообразно применять, обсудим его особенности и, конечно же, необходимые для работы инструменты и материалы.
1 Что это такое хонингование и каким оно бывает?
Итак, начнем с того, что же представляет собой сама абразивная обработка. Это вид механического воздействия на металл, которое осуществляется посредством специального инструмента. Причем делается это как вручную, так и на оборудовании. Главная цель — достижение более точных размеров, формирование заданного микрорельефа, а также улучшение качества поверхности детали — она становится более гладкой.

Если же говорить конкретно о хонинговании, то тут используют специальные инструменты – хоны, от которых, собственно говоря, и пошло название данного процесса. Чаще всего этим способом обрабатывают цилиндрические поверхности. При этом хон, на котором размещены специальные абразивные бруски, движется в двух направлениях: вращательном и возвратно-поступательном. Также очень важно, чтобы на поверхность достаточно обильно наносилась смазочно-охлаждающая жидкость.

В зависимости от особенностей процесс хонингования делится на следующие виды:
- сухое, когда не используется смазочная жидкость;
- вибрационное, в этом случае головка инструмента подвергается дополнительной вибрации;
- электрохимическое, при котором заготовка подвергается воздействию и механических сил, и электрохимическому влиянию одновременно;
- еще существует плосковершинное хонингование, применяемое для устранения впадин и бугров на поверхности изделия.
2 Оборудование и материалы для хонингования
Как уже было указано в самом начале, для этого вида абразивной обработки металлов используется специальное оборудование, рассмотрим же его особенности. Существуют так называемые многобрусковые инструменты, в основном содержащие от 5 до 8 брусков. С их помощью можно достичь максимальной точности геометрии той или иной детали. Что же насчет режущих элементов, так их установка осуществляется посредством центральной раздвижки, имеющей электромеханический либо гидравлический привод. Последний имеет некоторое преимущество, так как в этом случае можно более точно отрегулировать давление. Так что такой привод целесообразно использовать, например, при работе с изделиями из алюминия.

Станки, имеющие механический привод и меньшее количество хонинговальных брусков, непригодны для работ с таким «мягким» материалом, так как в этом случае ни требуемого качества, ни заданных размеров достичь не удастся.

Особые требования предъявляются к качеству брусков и смазочно-охлаждающей жидкости. Для того чтобы резание осуществлялось достаточно интенсивно и дало желаемый результат, необходимо обеспечить самозатачиваемость бруска. А значит, все затупившиеся зерна должны ликвидироваться с поверхности путем вырывания или же скалывания. Данным параметрам идеально подходят сверхтвердые материалы, такие как эльбор или алмаз, зерна которых остаются острыми на протяжении длительного периода. При этом в процессе износа преобладает их микроскалывание, а не полное вырывание, что продлевает жизнь такому инструменту.
3 Особенности процесса и сфера применения хонингования
Итак, рассмотрим технологию хонингования и ее особенности. Как при любом виде абразивной обработки в этом случае происходит контакт между заготовкой и инструментом. При этом последний наносит на поверхность детали микрорезы, то есть, осуществляется царапание абразивными частицами, размеры которых обычно колеблются в пределах от 20 до 100 мкм — необходимо просто подобрать подходящее полотно. А вот разбег с количеством зерен еще более значительный, их может быть как 20, так и целых 400 на один квадратный миллиметр.
В общем, в процессе такого микрорезания происходит и снятие тончайшей стружки с поверхности металла, а также трение и его пластическое оттеснение. Огромную роль играет то, насколько правильно будут подобраны все параметры — начиная от размеров абразивных частиц и заканчивая скоростью вращения, а также прилагаемым давлением. В основном первая стадия процесса заключается в исправлении грубых погрешностей формы изделия. Осуществляется это посредством длительной обработки хонинговальными брусками. В этом случае скорость, с которой снимается слой металла, достигает 4 мкм/с.

Для того чтобы получить более гладкую поверхность либо же заданный микрорельеф, а также с целью упрочнения поверхностного слоя, применяют режим граничного трения, при котором снятие металла сводится к минимуму. Достигается данный режим путем повышения окружной скорости заготовки либо инструмента, а также снижения частоты колебания рабочих брусков и производимого давления.
Этот вид абразивной обработки используется во многих отраслях промышленности, особенно автомобильной. Так, например, подобным способом обрабатываются многие детали, в том числе и двигатели, а точнее, гильзы цилиндров, отверстия шестерней, поршневой и кривошипной головок шатунов, блоков цилиндров и т. д. Благодаря чему получаются максимально точные размеры этих самых отверстий, а поверхность становится идеально гладкой. Устраняются все погрешности в геометрии обрабатываемых деталей, которые могли возникнуть ранее.

Кроме того, способ хонингования применим и для обработки различных деталей топливной аппаратуры вроде труб. Им осуществляют обработку как глухих, так и сквозных цилиндрических отверстий, диаметром и 5 мм, и 800 мм, а длина иногда достигает двадцати метров. Также обрабатываются и иные типы просветов – конические, шлицевые, некруглые. Можно осуществлять одновременную обработку и нескольких соосных отверстий.
4 Технология хонингования в домашних условиях
Как видно, данный процесс имеет огромное значение и нашел себя во многих сферах, однако стоит выяснить, можно ли осуществить его своими силами или все-таки придется обращаться в специализированные мастерские. В принципе, если вполне уверены в своих силах и имеете в распоряжении приспособление для хонингования цилиндров, то можно немного сэкономить и выполнить эту операцию дома.

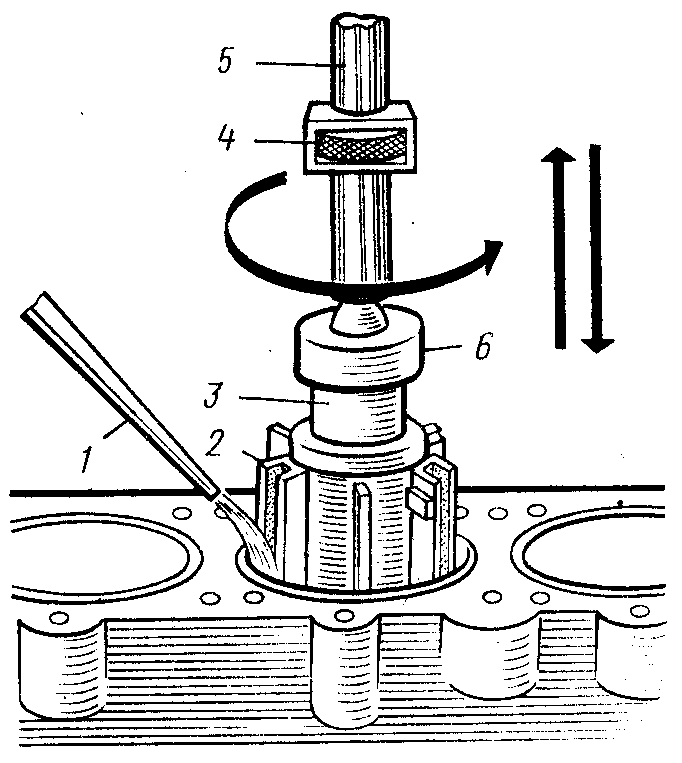
Понадобится хон, лучше гибкий, который внешне напоминает ершик для мытья бутылок, но если есть традиционный, то и он вполне подойдет. Кроме того, необходимо подготовить дрель, защитные очки, хонинговочное масло, которое можно заменить керосином, и ветошь. Собрав все необходимое, зажимаем хон в патроне электродрели и обрабатываем им отверстие, предварительно обильно смочив поверхность жидкостью. Чтобы ввести инструмент внутрь обрабатываемой детали, необходимо сжать камни.

Движения должны производиться вверх-вниз, определить правильно ли вы их выполняете можно по появившейся на поверхности металла сетке. Узор должен получаться равномерным, а линии располагаться под углом в 60° друг к другу. Нельзя извлекать хон до тех пор, пока дрель полностью не остановится. В конце удаляется надфилем фаска, чтобы не возникало зацепов колец, при этом действуем крайне аккуратно, дабы не повредить поверхность обработанного отверстия. И тщательно вымываем деталь мыльной водой, дабы устранить следы абразива. После всех этих операций нужно просушить изделие и смазать специальным маслом, имеющим антикоррозионное действие.
Источник



