
Техническая информация о ремонте цилиндро-поршневой группы.
РЕМОНТ ЦИЛИНДРО-ПОРШНЕВОЙ ГРУППЫ
Поршни RPM для снегоходов изготовлены в соответствии со спецификациями производителей снегоходов. Эти п оршни продаются в комплекте с поршневыми кольцами, пальцем и стопорными кольцами. Все эти части взаимозаменяемы с оригинальными.
Поршни RPM для гидроциклов в основном изготовлены в соответствии со спецификациями производителей гидроциклов однако стопорные кольца этих поршней выполнены методом штамповки в отличии от оригинальных стопорных колец которые обычно изготавливают из проволоки. Эти п оршни продаются в комплекте с поршневыми кольцами, пальцем и стопорными кольцами.
Поршни WSM для гидроциклов изготовлены в соответствии со спецификациями производителей гидроциклов. Эти п оршни продаются в комплекте с поршневыми кольцами, пальцем и стопорными кольцами. Все эти части взаимозаменяемы с оригинальными.
Как установить поршень:
Перед установкой нового поршня в двигатель необходимо точно установить причину по которой сгорел или заклинил предыдущий поршень и устранить эту неисправность. Чаще всего причиной такой поломки является слишком бедная смесь или подсос воздуха в картер двигателя.
Помните! Замена сгоревшего поршня на новый, без устранения причины поломки, не решает вашу проблему, а приводит к очередной поломке.
Тщательно измерьте цилиндр. Если его эллипсность или бочкообразность превышают 0,07 мм, такой цилиндр необходимо растачивать в новый ремонтный размер, а никосилевый цилиндр должен быть заменен или загильзован ремонтной чугунной гильзой.
В двухтактных двигателях снегоходов зазор в сопряжении «поршень-цилиндр» («поршневой зазор») должен составлять:
— для поршней диаметром менее 65,00 мм — 0,08-0,11 мм
— для поршней диаметром более 65,00 мм — 0,11-0,15 мм
В двухтактных двигателях гидроциклов зазор в сопряжении «поршень-цилиндр» («поршневой зазор») должен быть следующим:
KAWASAKI (все модели) — 0,10-0,12 мм
POLARIS 650/750/780 — 0,11-0,13мм
POLARIS 700/1050 — 0,14-0,16мм
SEA-DOO (все модели) — 0,11-0,13мм
YAMAHA (все модели) — 0,10-0,12мм
Внимание! Важно! Если вы устанавливаете поршень во вновь расточенный цилиндр, пожалуйста соблюдайте рекомендации раздела “Как установить и расточить гильзу”, который находится ниже.
Внимание! Перед установкой поршневых колец на поршень ОБЯЗАТЕЛЬНО проверьте зазор в замках колец.
Для двигателей снегоходов этот зазор должен быть в приделах 0,25-0,60 мм.
Для двигателей гидроциклов рекомендуемые зазоры приведены ниже:
KAWASAKI 650 и 900 — 0,25-0,40мм
KAWASAKI 750/1100 — 0,25-0,50мм
POLARIS 650/750/780 — 0,25-0,55мм
POLARIS 700/1050 — 0,25-0,55мм
SEA-DOO (все модели) — 0,25-0,45мм
YAMAHA (все модели) — 0,20-0,40мм
Помните! Невыполнение этого требования приведет к поломке двигателя!
Некоторые модели поршневых колец имеют клинообразный профиль. Обратите на это внимание при установке колец на поршень. Если кольцо не садится в канавку поршня, возможно вы вставляете его неправильной стороной.
При установке поршня в цилиндр стрелка на его дне должна смотреть на выпуск а стопорные штифты на впуск! Исключение составляют некоторые модели двигателей POLARIS у которых стрелка направлена в сторону магнето.
Стопорные кольца поршневого пальца необходимо устанавливать замком вверх.
Штампованные стопорные кольца устанавливают острой кромкой наружу.
Для установки стопорных колец необходимо ОБЯЗАТЕЛЬНО использовать специальный инструмент! Установка стопроных колец с помощью отвертки, плоскогубцев, молотка или другого подобного инструмента приводит к их деформации, и как следствие, к поломке двигателя.
Тщательно пороверьте положение стопорного кольца в канавке! Кольцо должно полностью сесть в канавку.
Стопорные кольца не рекомендуется использовать повторно.
Внимание! При несоблюдении вышеуказанных правил стопорное кольцо может выскочить из канавки во время работы двигателя, что приведет к его поломке.
Как установить и расточить гильзу:
Конструктивно, наиболее распространены три типа цилиндров:
— Цилиндры с алюминиевой рубашкой и запрессованной в неё чугунной гильзой. Для удаления гильзы из такого цилиндра достаточно его нагреть до 200-250 °С и немного придавив, выпрессовать старую гильзу.
Внимание! Не пытайтесь выпрессовать такую гильзу не нагревая цилиндр. Это приведет к повреждению поверхности отверстия рубашки и непозволит правильно установить новую гильзу.
— Цилиндры с алюминиевой рубашкой и залитой в неё чугунной гильзой. Гильзу из такого цилиндра можно удалить, только вырезав её в расточном станке, так как она имеет наружные ребра которые не позволяют ей выйти из рубашки.
Для ремонта таких цилиндров используют два варианта ремонтных гильз. В первом варианте ремонтная гильза имеет наружный размер немного больше чем та, которая была залита в цилиндр при его изготовлении. При этом вырезав полностью старую гильзу, новую, запрессовывают в алюминиевую рубашку непосредственно.
Второй вариант предусматривает, что старая гильза полностью не удаляется, а лишь растачивается до максимально возможного диаметра, после чего в неё запрессовывается ремонтная гильза.
— Никосилевые цилиндры не имеют внутри чугунной гильзы. Они представляют собой алюминиевую рубашку, в которой рабочая поверхность цилиндра это алюминий со специальным покрытием, которое обеспечивает твердость поверхности цилиндра на глубину менее 0,1 мм. При повреждении поверхности такого цилиндра его нельзя расточить в больший ремонтный размер, как цилиндр с чугунной гильзой. Отремонтировать такой цилиндр можно запрессовав в него ремонтную чугунную гильзу. Для этого цилиндр необходимо расточить в расточном станке до наружного диаметра ремонтной гильзы.
Перед установкой гильзы в цилиндр необходимо проверить натяг в сопряжении цилиндра и ремонтной гильзы. Он должен быть в приделах:
— При запрессовке гильзы в алюминиевый цилиндр — 0,08-0,11 мм
— При запрессовке гильзы в старую чугунную гильзу — 0,04-0,07 мм
Для установки ремонтной гильзы в цилиндр необходимо его нагреть до температуры 200-250 °С, вставить гильзу в подготовленное отверстие и пржать ее небольшим усилием пока цилиндр не остынет.
После установки гильзы необходимо притереть ее верхнюю плоскость к плоскости цилиндра.
Все ремонтные гильзы производятся с внутренним диаметром на 1,0-1,5 мм меньше стандартного (номинального). Это значит, что для установки в новую гильзу стандартного поршня её необходимо расточить до соответствующего размера.
Настоятельно рекомендуем убедиться лично, что цилиндр расточен правильно. Проверьте цилиндр на бочкообразность, особенно в зоне окон.
После расточки и хонингования на кромках окон которые расположены поперек направления хода поршня необходимо снять фаски, остальные кромки необходимо притупить. Фаски должны быть сняты под углом 30° к рабочей поверхности цилиндра на глубину не менее 1мм.
Внимание! Информация приведенная в этом разделе не является учебным пособием по ремонту двигателей, а является рекомендацией для квалифицированных механиков.
Если вам необходимо отремонтировать двигатель, настоятельно рекомендуем обратиться к профессионалам.
Источник
Испытание на герметичность и проверка размеров двигателя, зазоров поршней, коленвала и пр.
На двухцилиндровых двигателях каждый цилиндр не может проверяться индивидуально, вследствие того, что не предусмотрена герметичность одного цилиндра по отношению к другому (негерметичность через разделительную втулку в центр коленчатого вала).
Снимите глушитель выпуска и выпускной коллектор.
Установите заглушки на выпускные окна цилиндров. Затяните с помощью предварительно снятых винтов.
Вставьте заглушку во впускную резиновую муфту. Затяните с помощью хомутов.
Используя хомуты для шлангов, пережмите шланг подачи импульсов к топливному насосу.
Установите пневмонасос на выпускное окно любого цилиндра (или подведите сжатый воздух).
Поворачивайте коленчатый вал так, чтобы поршень двигателя со стороны, где располагается насос, находился в НМТ (нижней мертвой точке).
При установленном выпускном коллекторе, используйте резиновые заглушки. (В этом случае нет необходимости перемещать поршень к нижней мертвой точке).
Приведите в действие насос и поднимите давление в двигателе до 34 кПа (0,35 кгс·см 2 ). Не превышайте это давление.
Двигатель должен оставаться под этим давлением в течение 3-х минут:
если давление падает до истечения 3-х минут, проверьте комплект испытательного оборудования нанесением раствора жидкого мыла на поршень насоса, все заглушки и соединения
если испытательное оборудование протекает, пузырьки будут указывать место негерметичности
если испытательное оборудование герметично, проверьте двигатель согласно следующей процедуре.
ПРИМЕЧАНИЕ: Для наглядной справки подготовлена технологическая схема.
Используя технологическую схему и следующий текст, нагнетайте давление в зону, которая должна испытываться, и наносите раствор жидкого мыла в указанных местах:
Давление при испытании 34 кПа в течение 3-минут
если имеется течь в испытуемом месте, рекомендуется продолжить испытание других мест двигателя перед его капитальным ремонтом (переборкой)
если течь отсутствует в испытуемом месте, продолжайте нагнетание для поддержания давления и продолжайте проверку в других местах до тех пор, пока не обнаружится течь.
Все соединяемые поверхности и резьбовые соединения винт/гайка двигателя:
резьбы свечей зажигания, изоляторы
основания (фланцы) цилиндров
половины картера (места соединения)
винты/заглушки системы выпуска.
Проверяйте герметичность картера в местах установки манжет коленчатого вала.
Если течь все же продолжает оставаться, это означает дефектность какой-нибудь детали двигателя.
Разберите двигатель и тщательно проверьте на дефекты в деталях. Обратите внимание на резьбовые отверстия, которые могут проходить насквозь уплотнительную зону двигателя и таким образом приводить к негерметичности.
Завершение переборки двигателя
После переборки двигателя всегда заново проводят проверку на герметичность.
Технологическая схема проверки герметичности двигателя

Проверка размеров двигателя
Этот раздел охватывает все типы двигателей.
Коробление головки цилиндра
Коробление посадочной плоскости головок цилиндров не должно превышать 0,05 мм.
Сравните диаметр цилиндра в месте на 16 мм от верха цилиндра относительно места чуть ниже зоны его впускного отверстия. Разница в размерах не должна превышать 0,05 мм.
Если разница превышает указанную величину, цилиндр должен заново растачиваться, хонинговаться или должен быть заменен.
ПРИМЕЧАНИЕ: После доработки цилиндра необходимо убедиться, что восстановлены фаски вокруг всех выходов отверстий гильзы цилиндра.

1. Ниже впускного отверстия
Отклонение от круглости цилиндра не должно превышать 0,05 мм.
Измеряйте диаметр цилиндра на высоте 16 мм от верха цилиндра при помощи индикаторного измерительного инструмента, проверьте не является ли отклонение от округлости цилиндра больше, чем указанный размер. Если больше, то цилиндр должен заново растачиваться, хонинговаться или должен быть заменен.
ПРИМЕЧАНИЕ: После доработки цилиндра необходимо убедиться, что восстановлены фаски вокруг всех выходов отверстий гильзы цилиндра.

1. Положение поршневого пальца
2. Замеры, которые должны сравниваться
Измерение объема камеры сгорания
Объем камеры сгорания – это объем цилиндра при положении поршня в верхней мертвой точке.
Он замеряется с головкой цилиндра, установленной и закрепленной на двигателе.
ПРИМЕЧАНИЕ: При проверке объема камеры сгорания двигатель должен быть холодным, поршень должен быть очищен от нагара. Двигатель должен быть расположен таким образом, чтобы цилиндры находились в строго вертикальном положении.
Снимите обе свечи зажигания и переместите один поршень к ВМТ (верхней мертвой точке), используя измерительный инструмент.
Возьмите градуированную бюретку (емкостью 0-50 см 3 ) и наполните ее смесью (50/50) бензина и масла для впрыскивания (моторного масла).

Откройте вентиль бюретки, чтобы наполнить ее наконечник. Дополняйте жидкость в бюретку до тех пор, пока уровень не достигнет 0 см 3 (нулевой отметки).
Поднесите бюретку к свечному отверстию цилиндра (с поршнем в положении ВМТ) и заполните объем камеры сгорания смесью из бюретки до положения уровня смеси в месте нижней резьбовой нитки свечного отверстия головки цилиндра.
ПРИМЕЧАНИЕ: Уровень жидкости в цилиндре не должен падать в течение нескольких секунд после заполнения. Если уровень падает, значит имеется течь между поршнем и цилиндром. Записанный объем может оказаться неверным.
Подождите около 10 мин пока уровень жидкости в бюретке не стабилизируется и подсчитайте по шкале количество жидкости, залитой в камеру сгорания. Объем камеры сгорания должен составлять
27,6 ± 1 см 3 .
ПРИМЕЧАНИЕ: Когда камера сгорания заполняется до верха отверстия свечи зажигания, она включает в себя количество 2,25 см 3 .
Повторите процедуру для другого цилиндра.
Измерение поршня из эксплуатации
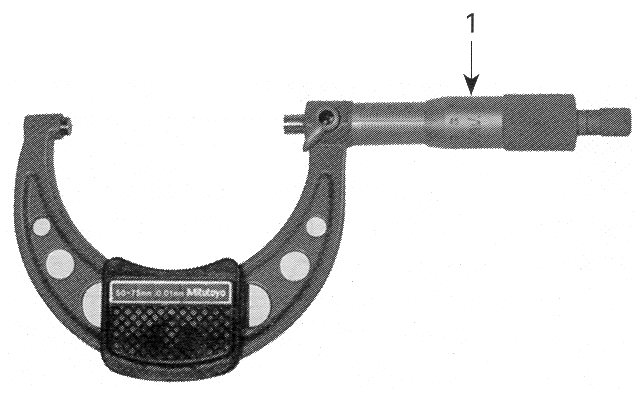
Используя микрометр, замерьте диаметр поршня на расстоянии А перпендикулярно (90 ) к оси поршневого пальца.

Измерение перпендикулярно (90 ) к оси поршневого пальца
Замеренный размер должен быть 71,83…71,94 мм.
Если это не так, поставьте новый поршень.
Зазор между цилиндром и поршнем
ПРИМЕЧАНИЕ: Убедитесь, что поршень из эксплуатации не является изношенным. См. выше «Измерение поршня из эксплуатации».
Отрегулируйте и закрепите микрометр согласно замеренной величине раздела «Измерение поршня из эксплуатации».
Настройка микрометра на размер поршня
С помощью микрометра, настроенного на размер поршня, отрегулируйте индикаторный калибр для замера диаметра цилиндра по размеру микрометра и установите индикатор на «О».

1. Использование микрометра для настройки калибра для измерения диаметра цилиндра

Расположите индикаторный калибр в цилиндре на 16 мм ниже верхней кромки цилиндра.

Измерение перпендикулярно (90 ) к оси поршневого пальца
Прочтите показания индикаторного калибра. Результат является точным зазором между стенками поршня и цилиндра. Если зазор превышает установленный допуск, замените цилиндр. За справками обращайтесь в раздел 10-01 «Технические данные».
ПРИМЕЧАНИЕ: Обеспечьте, чтобы индикаторная ножка калибра при измерении диаметра цилиндра устанавливалась именно в то же самое положение, что и при измерении микрометром, иначе показание будет неправильным.
Зазор между кольцом и канавкой поршня
Используя набор пластин-щупов, проверьте зазор между прямоугольным кольцом и канавкой. Замените поршень, если зазор превышает указанный допуск. За справками обращайтесь в раздел «Технические данные».

Расположите кольцо в положение между перепускным и впускным окнами.
ПРИМЕЧАНИЕ: Для того чтобы правильно расположить кольцо в цилиндре, используйте поршень в качестве толкателя.
Используя набор пластин-щупов, проверьте зазор по торцу кольца. Замените кольцо, если зазор превышает указанный допуск. За справками обращайтесь в раздел 10-01 «Технические данные».

Прогиб коленчатого вала измеряется с помощью циферблатного индикатора.
Во-первых, проверьте изгиб при установленном в двигателе коленчатом вале.
Если прогиб превышает указанный допуск, заново проверьте прогиб, используя V -образные призмы для определения дефектных деталей. См.ниже.
Поскольку двигатель разбирается, проверьте прогиб коленчатого вала на V -образных призмах. Если прогиб превышает указанный допуск, это может быть вызвано изношенными подшипниками или изогнутым коленчатым валом. Снимите подшипники коленчатого вала и проверьте прогиб снова на V -образных призмах для определения дефектных деталей.

Замеряйте у средней точки между шпоночным пазом и вершиной конуса
Прогиб коленчатого вала со стороны ЦБР (центробежного регулятора) не должен превышать 0,06 мм.
Прогиб коленчатого вала со стороны магдино не должен превышать 0,03 мм.
Осевой люфт нижней головки шатуна
Осевой люфт большой головки шатуна нового коленвала должен быть 0,20…0,35 мм, допускаемый предел износа – 0,7 мм.
Используя набор пластин-щупов, замеряйте расстояние между упорной шайбой и торцем цапфы или щеки коленчатого вала. Если расстояние превышает указанный допуск, отремонтируйте или замените коленчатый вал.
Радиальный зазор в подшипнике верхней головки шатуна
Замеряйте поршневой палец с его игольчатым подшипником. Сравните с внутренним диаметром шатуна.


На новых деталях зазор между поршневым пальцем с подшипником и шатуном должен быть 0,012…0,024 мм; допускаемый зазор при износе 0,05 мм.
Радиальный зазор в подшипнике нижней головки шатуна
На новом коленчатом вале радиальный зазор в подшипнике нижней головки шатуна должен быть 0,012…0,024 мм, допускаемый зазор при износе 0,05 мм.
Осевой люфт коленчатого вала
Осевой люфт не регулируется, но он должен быть в пределах 0,20…0,40 мм.
Проверка неплоскостности поверхностей
Впускной коллектор, крышка впускного коллектора, должны проверяться на ровной поверхности.
Положите деталь на плоскую поверхность (мраморную, зеркальную или толстую стеклянную плиту).
Удерживая, прижимая вниз один конец детали, постарайтесь понажимать вниз другой конец. Если обнаруживается какой-либо люфт, деталь должна исправляться (выпрямляться).
Укрепите лист мелкозернистой наждачной бумаги на плоскую поверхность и нанесите немного масла на нее.
Потрите сопрягающуюся поверхность коллектора по наждачной бумаге, используя 8-образные движения.
Притирайте сопрягающуюся поверхность до тех пор, пока она не станет совершенной плоской.

Проверка скручивания коленчатого вала
Установите градуированный индикатор на конец коленчатого вала.
Снимите обе свечи зажигания.
Установите индикатор для определения ВМТ (верхней мертвой точки) в отверстие для свечи зажигания левого цилиндра.
Переведите левый поршень к верхней мертвой точке.
Поверните градуированный индикатор коленчатого вала (не коленчатый вал) таким образом, чтобы отметка 360 выровнялась с центром коленчатого вала.
Поставьте отметку на коленчатом вале.
Снимите индикатор ВМТ и поставьте его в отверстие для свечи зажигания правого цилиндра.
Переведите правый поршень к верхней мертвой точке.
Интервал между цилиндрами должен составлять точно 180 .
Любое другое показание отражает скручивание коленчатого вала.
Видео
Источник



