
- Какой должен быть зазор между поршнем и цилиндром
- Почему изменяется зазор между поршнем и цилиндром
- Нормы соответствия
- Результат нарушения зазора
- Как проверить зазор между поршнем и цилиндром
- Своими силами проверяем зазор между поршнем и цилиндром
- Что происходит с зазором между поршнем и цилиндром
- Нормы соответствия поршней и цилиндров
- Допустимый зазор поршня в цилиндре ваз 21083
Какой должен быть зазор между поршнем и цилиндром
Для обеспечения высокой компрессии в двигателе, а это сильно влияет на его КПД и прочие способности по отдаче, лёгкости запуска и удельному расходу, поршни должны стоять в цилиндрах с минимальным зазором. Но сводить его к нулю невозможно, из-за разной температуры деталей двигатель заклинит.

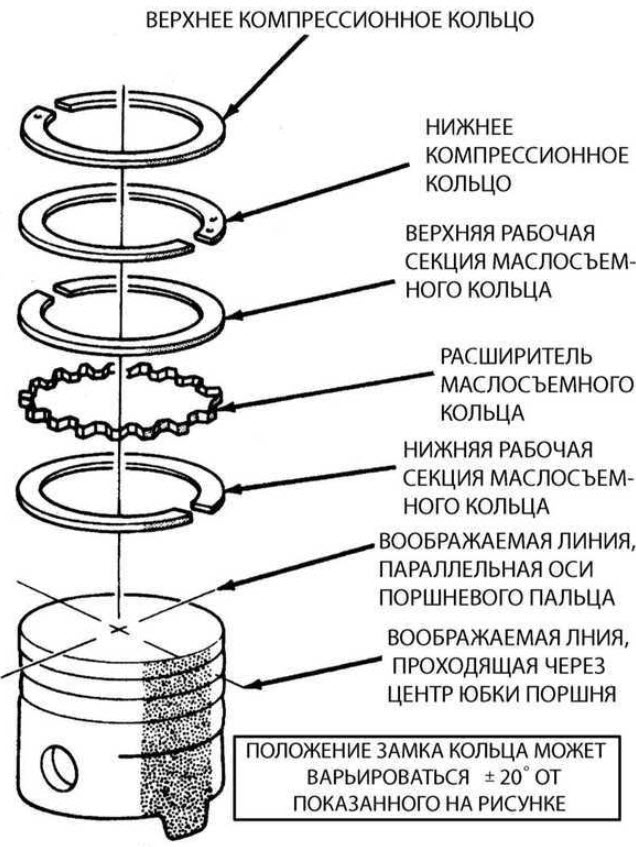
Поэтому зазор определяется расчётным путём и строго соблюдается, а необходимое уплотнение достигается применением пружинных поршневых колец в роли газового и масляного уплотнения.
Почему изменяется зазор между поршнем и цилиндром
Конструкторы автомобилей стремятся, чтобы детали двигателя работали в режиме жидкостного трения.
Это такой способ смазки трущихся поверхностей, когда благодаря прочности масляной плёнки или подаче масла под давлением и при требуемом расходе непосредственного соприкосновения деталей не происходит даже под значительной нагрузкой.
Не всегда и не во всех режимах подобное состояние можно удержать. Влияют на это несколько факторов:
- масляное голодание, подвода смазывающей жидкости, как это делается в подшипниках скольжения коленчатого и распределительного валов, под давлением в зону между поршнем и цилиндром не производится, а прочие способы смазки не всегда дают стабильный результат, лучше всего работают специальные масляные форсунки, но по разным причинам ставят их неохотно;
- некачественно сделанный или изношенный рисунок хонингования на поверхности цилиндра, призван он удерживать масляную плёнку и не давать ей полностью исчезнуть под усилием поршневых колец;
- нарушения температурного режима вызывают обнуление теплового зазора, исчезновение масляного слоя и появление задиров на поршнях и цилиндрах;
- применение некачественного масла с отклонением по всем значимым характеристикам.
Кажется, парадоксальным, но больше изнашивается поверхность цилиндра, хотя она обычно изготовлена из чугуна, это цельный чугунный блок или различные сухие и мокрые гильзы, залитые в алюминий блока.
Даже если гильза отсутствует, поверхность алюминиевого цилиндра подвергается специальной обработке, и на ней создаётся слой специального твёрдого износостойкого покрытия.
Связано это с более стабильным давлением на поршень, которое при наличии смазки почти не снимает с него металл при движении. А вот цилиндр подвержен грубой работе пружинных колец с высоким удельным давлением из-за малой площади контакта.
Естественно, поршень тоже изнашивается, даже если это происходит с меньшей скоростью. В результате суммарного износа обеих поверхностей трения зазор непрерывно увеличивается, причём неравномерно.
Нормы соответствия
В исходном состоянии цилиндр полностью соответствует своему названию, это геометрическая фигура с постоянным диаметром по всей высоте и окружностью в любом сечении, перпендикулярном к оси. Однако, поршень имеет куда более сложную форму, к тому же он располагает термофиксирующими вставками, в результате чего неравномерно расширяется при работе.
Для оценки состояния зазора выбирается разница диаметров поршня в зоне юбки и цилиндра в средней его части.
Формально принято считать, что тепловой зазор должен составлять примерно от 3 до 5 сотых долей миллиметра по диаметру у новых деталей, а его максимальная величина в результате износа не должна превышать 15 сотых, то есть 0,15 мм.
Разумеется, это некие средние значения, двигателей великое множество и отличаются они как разными подходами к конструированию, так и геометрическими размерами деталей, зависящими от рабочего объёма.
Результат нарушения зазора
При увеличении зазора, а обычно оно связано ещё и с ухудшением работоспособности колец, всё больше масла начинает проникать в камеру сгорания и расходоваться на угар.
Теоретически при этом должна снижаться компрессия, но чаще она наоборот, повышается, из-за обилия масла на компрессионных кольцах, герметизирующего их зазоры. Но это ненадолго, кольца коксуются, залегают, и компрессия пропадает окончательно.

Поршни при увеличенных зазорах нормально работать уже не смогут и начинают стучать. Стук поршневой хорошо слышно на перекладке, то есть в верхнем положении, когда изменяет направление своего движения нижняя головка шатуна, а поршень проходит мёртвую точку.
Юбка отходит от одной стенки цилиндра и выбирая зазор с силой ударяет по противоположной. С таким звоном ездить нельзя, поршень может разрушиться, что приведёт к катастрофе всего мотора.
Как проверить зазор между поршнем и цилиндром
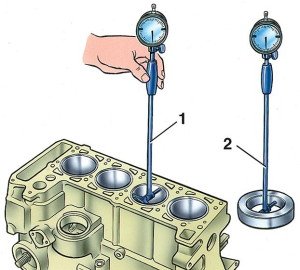
Для проверки зазора используется измерительная аппаратура в виде микрометра и нутромера, эта пара обладает классом точности, позволяющим реагировать на каждую сотую долю миллиметра.
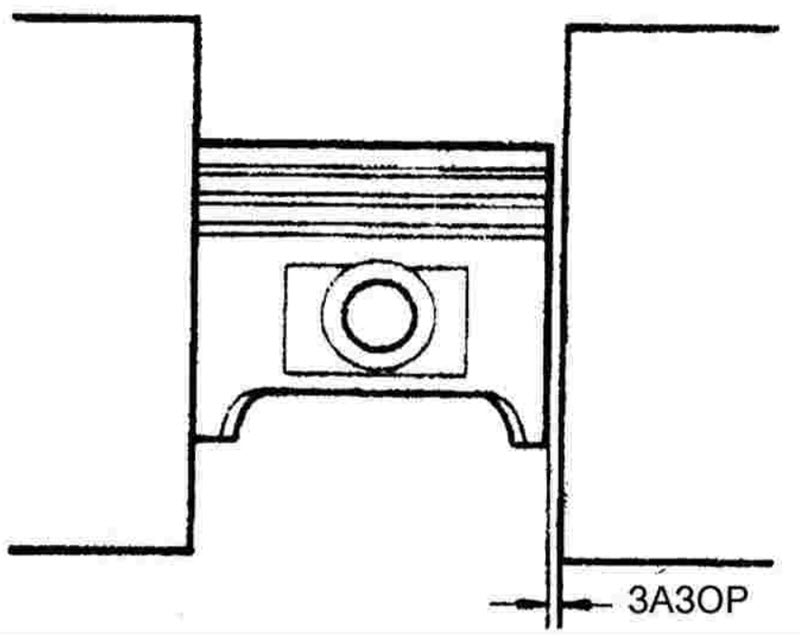
Микрометром замеряется диаметр поршня в зоне его юбки, перпендикулярно пальцу. Стержень микрометра фиксируется зажимом, после чего нутромер устанавливается на ноль при опоре своим измерительным наконечником на стержень микрометра.
После такого обнуления индикатор нутромера будет показывать отклонения от диаметра поршня в сотых долях миллиметра.
Замер цилиндра производится в трёх плоскостях, верхней части, средней и нижней, вдоль зоны хода поршня. Замеры повторяются вдоль оси пальца и поперёк.
В результате можно оценить состояние цилиндра после износа. Главное, что потребуется – это наличие неравномерностей типа «эллипс» и «конус». Первое – отклонение сечения от окружности в сторону овала, а второе – изменение диаметра вдоль вертикальной оси.
Наличие отклонений в несколько соток говорит о невозможности нормальной работы колец и необходимости ремонта цилиндров или замены блока.
Заводы стремятся навязывать клиентам блок в сборе с коленвалом (шорт-блок). Но часто оказывается гораздо дешевле отремонтироваться расточкой, в тяжёлых случаях – гильзовкой, с заменой поршней на новые стандартные или ремонтного увеличенного размера.
Даже не новых двигателях со стандартными поршнями существует возможность точного подбора зазоров. Для этого поршни распределяются по группам с отклонением диаметра на одну сотку. Это позволяет выставить зазор с идеальной точностью и обеспечить оптимальные характеристики мотора и его предстоящий ресурс.
Источник
Своими силами проверяем зазор между поршнем и цилиндром
В момент пуска холодного двигателя вы вдруг, услышали звук, напоминающий стук, а при прогреве двигателя он исчез или уменьшился, то пришло время проверять зазор между поршнями и цилиндрами. То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
Что происходит с зазором между поршнем и цилиндром
В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается. Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей.
Кроме того, причиной сужения зазора между поршнем и цилиндром может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров. Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном.

Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров. Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне.

Практически всегда итогом диагностики состояния блока цилиндров является ремонт цилиндров и элементов поршневой группы двигателя. Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.

Добравшись до поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр – для поршней и нутромер (индикаторный калибр) для измерения диаметра цилиндра.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней. Именно на эту информацию и нужно ориентироваться в дальнейшем.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.

Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.

При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром.
Источник
Допустимый зазор поршня в цилиндре ваз 21083
- В начало форума
- Правила форума
- Старый дизайн
- FAQ
- Поиск
- Пользователи

доброй ночи, 
продолжаю ездить и периодически ремонтировать авто
возникли новые вопросы и пока ищу решения
итак, как все начиналось 
стою в пробке под мостом,темп подскочила резко до 110, комп запищал
выскочил, долил тосол и медленно ползу на обочину. ну меееедленно. потом доливаю воды из омывателя.
появился легкий перестук на х.ходу.
долетел домой,стал искать-сгнила заглушка в районе грм.
поменял,до кучи залил новый тосол, поставил новый ремень и отрегулировал клапана.
отьездил 250 км,стук усилился. стало очково встать на трассе. 
сегодня скинул голову-задиры на 2 стаканах под регул.шайбы,что стоят на клапанах. сгорело несколько маслосьемных колец, клапана-половина- болтаются как ведро в проруби.
ну это я понимаю,износ там,перегрев.
беру значит шуруповерт,одеваю ершик(не туалетный) 
окунаю в миску с солярой и полирую головку и поршневую,все что могу достать. когда заблестело,стал смотреть зазоры.
стоят поршня- 3шт гр В2, 1шт гр С2. погонял их и в крайних положениях между поршнем и цилиндром(среднее по всем) получается зазор 0,35мм  руками шатаются влегкую.
руками шатаются влегкую.
при условии,что поршень должен слегка удерживаться без колец в цилиндре и плавно опускаться в масле.
пощупал цилиндры,не увидел признаков износа,даже ступеньки от верхнего кольца не нащупал, эллипс тоже пальцем не засек.
собст-но дилемма-какие поршни ставить? смущает то,что они разных групп. Если уже стоит С2 и болтается- то искать Д? а соседние будут подклинивать? и что по кольцам подскажете? Манле и СТК пока не найти, ваз родной дорого, предлагают СМ по 800р
и что еще интересно-меня устраивает,как она тянет нагрузку.поршневая еще не убита полностью,тыщ 20-30 откатает спокойно.(сравнивая с 2107,там вообще не тянула под финал и в газоотвод летел просто столб дыма)
яндекс рулит 
Цилиндры блока Поршни
A 82,00-82,01 81,965-81,975
B 82,01-82,02 81,975-81,985
C 82,02-82,03 81,985-81,995
D 82,03-82,04 81,995-82,005
E 82,04-82,05 82,005-82,015
Классы поршневых пальцев по наружному диаметру и диаметру отверстий под пальцы
Таблица 8.1.31.2 Класс Цвет маркировки Диаметр, мм
Палец Поршень Шатун
1 Синий 21,970-21,974 21,978-21,982 21,978-21,982
2 Зеленый 21,974-21,978 21,982-21,986 21,982-21,986
3 Красный 21,978-21,982 21,986-21,990 21,986-21,990
итого путем работы калькулятора получилось-надо Е3 и то болтаться должна!
может помочь только это-
Ремонтные поршни бывают двух размеров. Поршни номинального размера не маркируются. Поршни первого ремонтного размера изготавливаются с увеличенным на 0,4 мм диаметром и имеют маркировку в виде символа «►». Поршни второго ремонтного размера имеют увеличенный на 0,8 мм диаметр и маркируются символом «■»
по ремонтным поршням пока непонятка.
у меня общий 0,35 минус 0,035-итого 0.315 норма. а поршни ремонтные от 0.4 идут- след. 85 микрон лишних.
НЕ ВПЕНДЮРИТЬ!
тогда ставить Е3 и не париться?
путем сложных математических расчетов  пришел к выводу,что разница между классами В и Е всего 0,03(а надо 0,3)
пришел к выводу,что разница между классами В и Е всего 0,03(а надо 0,3)
то есть ее почти нет. поможет только расточка до ремонтного размера.
ну его нафиг.точить не буду,на это денег нет.
кольца поменяю,все равно пока не гремит глухо на холодную(1й признак болтания поршней в цилиндрах).
а может — и кольца не менять? вот заморачиваться лазить там под ней..
как определить их реальный износ- посоветуете?
попробую завтра замки разглядеть на верхнем-макс износ 1мм
интересно-почему на цилиндрах не видно износа,а поршни болтаются как нечто в проруби. неужели так износились поршни? или воткнули что попалось?
сижу и думаю-может попробовать класс А первый ремонт?
завтра еще раз промерю уже только цилиндры.
ну не может поршень С класса болтаться ТАК на любой высоте в неизношенном цилиндре- только если цилиндр точили.
погда почему стоит С а не 1й ремонт?
Может я где то пропустил, а сколько авто прошла. Надо промерять цилиндры нутромером и на основании полученных размеров решать, точить или просто менять поршня. А элипс и износ пальцем засекать не реально.
стоят поршня- 3шт гр В2, 1шт гр С2. погонял их и в крайних положениях между поршнем и цилиндром(среднее по всем) получается зазор 0,35мм руками шатаются влегкую.
интересно-почему на цилиндрах не видно износа
Патамушта там его и нет 
Ну, а если есть — то понты в 0.01-0.02
Из чего следует,
что надо запихнуть в этот несчастный блок группу Е и ехать дальше 
По голове — смотри сам, я бы её выкинул и вкинул 16кл,
ты походу этого делать не будешь,
значь — выпуск, ВЕСЬ, менять обязательно.
Впуск — по настроению 
итак продолжим
как мерил поршни? да по голове,что видна.сдвигаешь до упора отверткой против оси пальца и в зазор суешь щуп.
но суть не в этом,хоть зазор и одинаков на всей высоте цилиндра,что наводит на хорошие мысли.
пришел в магаз,нашел группу 82а и стал мерять-
по юбке диам против оси пальца-82,1
по верху-голове- 81,4
это если считать нормой для него цилиндр-82.00-82.01
то зазор по голове получается- 0.6 . и это на новом.
норма на зазор-по таблице 0.035
померял и ремонтные поршни-82,4а-что хотел ставить-
по юбке-82,4
по голове-81,9
юбка не войдет,т к если по группе В зазор 0.45 (сегодня утром перемерял) и голова не изношена- то диам д.быть 81.85
померял и сами цилиндры сверху штангелем с выступающими губками. показал 82.00-82.10 (погрешность)
я чего то не понимаю- 
как мне поможет Е размер?
продаваны заверяли,что верх поршня не изнашивается,только юбка.
и где развертки искать для втулок клапанов посоветуете?
посадил втулки и старые клопы не лезут.(чего и ждал,но только от новых)
седла растачивать фрезой не буду, так притру
(душит жаба-если брать фрезы-1100р-то в седла придется сажать только новые клопы 900р-2000 на вылет)
кстати-как втулки сажаете?
я так набрал гор воды с крана,утопил там голову
втулки-в морозилку
пока разогревался , изделия дошли до кондиции-и по 1 шт заколачивал.
седла растачивать фрезой не буду, так притру
таки нашел в архиве такого же измеряльщика
Что касается поршней, то измерив зазор между цилиндром и поршнем испугался сначало, т.к. он составлял 0,4мм, но потом просвятился, оказывается поршень к верху сужается, потому, что температура вверху выше и соответственно температурное расширение тоже.
Цилиндры надо обязательно промерять нутрометром, у меня тесть мерил, нашёл у кого-то и ещё к нему надо микрометр до 90-100мм для калибровки.
Сначало меряется зона цилиндра в самом верху, а потом в нижних зонах и сравнивается. У меня разница составила 0,01мм, по моему очень неплохо за 51000км.
в общем,оставлю наверное эти поршня с кольцами-пока не укатались полностью
дело за разверткой
Вообще говоря зазоры поршень-цилиндр на большинстве новых машин 0.2 мм. Начинать ремонт нужно если зазор превышает 0.4 мм. В мануале по Z16XЕ зазор указан 0.2-0.4 У меня зазор 0.3 мм, я мерял.
Зазор зазором, но компрессия то обеспечивается кольцами. Короче будем продолжать изучать 
В общем такое, собранное с миру по нитке, резюме, относительно этих Z16XE Ecotec. У них конструктивно, очень большой зазор в паре клапан-втулка. Классически, на таком диаметре клапанов (5.995-5.970 мм), зазор составляет 0.03 мм на впускных клапанах и 0.04 мм на выпускных. Причем в мануале по этим двигателям, величина 0.03 мм указана как предельно допустимая. Кстати этот зазор соизмерим с толщиной масляной пленки.
С завода же, эти моторы идут с зазором клапан-втулка 0.07 мм (по словам ребят с Патона). Причем это действительно стандартный размер, т.к. промеряли диаметры стержня клапанов и нутриметром диаметры втулок. Втулки были не разбиты, все в заводском размере. Субъективно, там зазор был даже больше, т.к. рукой ощущался люфт клапана во втулке. Единое мнение всех мотористов, с которыми консультировался: это ненормально.
так какого диаметра искать развертку?
немножко теории
Вычитал способ «домашней промывки клапанов: Из бутылки с распылителем ,наполнненной теплой водой (а во втором случае тормозной жидкостью) подавать порции в систему питания при работающем при 1000 об. двигателе. Микровзрывы»,последующие за этим, очищают камеры сгорания и клапана от угольных отложений. потом проехать в агпессивном стиле километр И если троение не прекратится,повторить процедуру. Эффект несравним с «фирменной химией». знакомо?
Далее последовало такое объяснение. Раньше машины делали с показателем надежности 98% (что он имеет ввиду под этим показателем — я не знаю, но суть не в этом). Сейчас делают с показателем надежности 91%. Разница в общем небольшая, но эти 7% снижают себестоимость пр-ва в 2 раза, за счет удаления большого кол-ва ручных операций. Шлифовка клапанов и притирка седел автоматизации не поддаются. Поэтому для того что бы клапан не заклинило во втулке, если он с перекосом сядет в седло, увеличивают зазоры в паре клапан-втулка. Иначе с нормальными зазорами его придется вручную притирать. Отсюда, от увеличенного зазора, и жор масла. Причем этот ход использует большинство производителей авто. Откуда пошло мнение, что замена сальников клапанов снижает жор масла. От жигулей. Дело в том, что там применялись каучуковые сальники, которые довольно быстро дубели. Поэтому их и меняли часто и это помогало. Современные же сальники клапанов делают из полимеров, которые сохраняют эластичность достаточно долго, поэтому если их менять, то жор масла если и уйдет, то совсем ненадолго, примеры приводились в этой же теме, кажется.
Следовательно просто купив новые запчасти и собрав из них ГБЦ, жор масла навряд ли побороть удастся. Зазоры большие, клапана не притерты, может быть и голова тоже не совсем ровная (такой пример Николай тоже привел).
так выдергивать поршни или нет? зазор по верху поршня и цилиндра 0.45мм(щуп влазит одинаково на любой высоте цилиндра)
и если скину-войдут ли 1го ремонта?
Источник



