
- Технология изготовления гидроцилиндра
- Аспекты и этапы изготовления
- Технология изготовления гидроцилиндров
- Изготовление нестандартных гидроцилиндров
- Производство гидроцилиндров: оборудование и технология
- Технология и оборудование для производства гидроцилиндров
- Как делают гидравлический цилиндр
- Материалы для изготовления гидроцилиндров
Технология изготовления гидроцилиндра
Гидравлические цилиндры являются неотъемлемой частью любой гидросистемы спецтехники и оборудования, используемого в строительстве, дорожных работах, промышленности, нефтедобычи и др. областях народного хозяйства.
Данное устройство подает жидкости под давлением, заставляя двигаться какой-либо узел гидравлической системы. Большинство гидроцилиндров работают под существенными нагрузками, испытывая воздействие агрессивных веществ, в результате чего изделия довольно быстро изнашиваются.

Изготовление гидроцилиндров актуально в качестве мероприятия, позволяющего создать запасной агрегат, способный заменить основной, используемый в производстве, либо в случае видимого износа работающего устройства и необходимости его замены на аналогичный. Изготовление под заказ является более выгодным мероприятием, чем приобретение нового брендового изделия.
Технология производства гидроцилиндров на заказ подразумевает изготовление единичного продукта, по образцу имеющегося, в полном соответствии с техническими характеристиками. Для этого составляется техническое задание на создание агрегата, в котором приводятся все технические данные, предоставляются чертежи, фотографии, желательно, заводская документация вашего гидроцилиндра.
Основные базовые технические показатели, которые должны быть отображены в техзадании на изготовление гидравлического цилиндра:
- Рабочее давление;
- Диаметр поршня;
- Ход поршня;
- Скорость перемещения поршня;
- Диаметр штока.
Техническое задание должно быть содержательным и конкретизирующим. Именно, благодаря такому подходу на этапе проектирования, возможно получение на выходе механизма высочайшего качества и точности, передача формы и функциональности в соответствии с оригинальным устройством.
Аспекты и этапы изготовления
Изготовление гидроцилиндра включает в себя использование комплекса современных методов производства на современном оборудовании и с использованием качественных материалов. В ходе работы могут создаваться оригинальные конструкции, сочетающие в себе индивидуальные особенности каждого отдельного механизма.
Гидроцилиндр состоит из штока, гильзы и уплотнений. Процесс изготовления включает в себя обработку данных компонентов с последующей сборкой.
Последовательность работ:
- Раскрой штоков и труб с помощью ленточноотрезного станка;
- Демонтаж фаски с гильзы с разделом под сварку;
- Сварочное соединение гильзы с бонками и задними крышками;
- Обработка штока на токарном станке;
- Сборка компонентов.

Перед сборкой все компоненты очищаются в моечной машине. Уплотнения закрепляются на отдельных участках с помощью монтажных инструментов. Герметичность и термостойкость гидроцилиндров с поршневым штоком усиливается уплотнительными кольцами или клеями.
После сборки гидравлический цилиндр тестируется на испытательном стенде: в холостом режиме, с подачей различных нагрузок. Изделия, прошедшие тесты, маркируются и упаковываются. К товару прилагается сертификат качества, гарантийный талон и паспорт.
Использование комплектующих европейского производства позволяют гарантировать надежную работу каждого цилиндра в течение всего срока эксплуатации. Минимальный гарантийный срок составляет 12 месяцев.
Компания «Гидроник» обладает мастерскими, опытными специалистами и всей необходимой материально-технической базой, позволяющей оперативно и максимально качественно выполнять заказы по изготовлению различных типов гидроцилиндров: одностороннего и двустороннего действия, плунжерные, поршневые гидроцилиндры и т. д.
Источник
Технология изготовления гидроцилиндров
Гидроцилиндр состоит из штока, гильзы и уплотнений. Изготовление цилиндра сводится к обработке данных компонентов с последующей сборкой. Производство выполняется в такой последовательности:
- Раскрой штоков и труб с помощью ленточно-отрезного станка.
- Демонтаж фаски с гильзы с последующим разделом под сварку.
- Сварочное соединение гильзы с бонками и задними крышками.
- Обработка штока на токарном станке.
- Сборка компонентов. Перед сборкой гильзы, штоки, крышки и поршни очищаются в моечной машине. Уплотнения прикрепляются на отдельных участках с помощью монтажных инструментов. Герметичность и термостойкость гидроцилиндров с поршневым штоком усиливается уплотнительными кольцами или клеями.
После сборки гидравлический цилиндр тестируется на испытательном стенде. Исправные механизмы маркируются и упаковываются. К товару прилагается гарантийный талон, сертификат качества и паспорт узла.

Изготовление нестандартных гидроцилиндров
При заказе гидравлического гидроцилиндра нестандартной конструкции необходимо предоставить следующую информацию:
- Техническое задание, в котором описаны детальные характеристики, комплектация и пожелания клиента;
- Образец цилиндра (в любом состоянии) – наглядный пример ускорит производство изделия;
- Чертеж, на котором отображены размеры и параметры оборудования.
После сборки гидроцилиндр проходит испытания в холостом режиме и подвергается нагрузке, превышающей номинальное давление в полтора раза.
Хотите заказать долговечный и надежный гидравлический цилиндр? Звоните в компанию «Гидротехтрейд» по телефону 8 (800) 302-06-23.
Горячая линия (ремонт, комплектующие): +7 (495) 660-04-23
РЕМОНТ И ОБСЛУЖИВАНИЕ
ЛЮБОЙ ГИДРАВЛИКИ
Источник
Производство гидроцилиндров: оборудование и технология
В настоящее время гидроцилиндры широко применяются в различных машиностроительных отраслях:
- в конструкциях грузовых автомобилей;
- в конструкциях грузоподъемного оборудования;
- в конструкциях строительно-дорожных машин;
- в конструкциях коммунальных машин;
- в прессовом оборудовании;
- в станкостроении.
В зависимости от характера рабочего цикла, скоростей и усилий, которые должны развивать исполнительные механизмы строительно-дорожных, коммунальных и других самоходных машин, а также для прочего оборудования применяют гидроцилиндры различных типов.
При этом важными критериями при выборе гидроцилиндров являются коэффициент полезного действия (КПД) и надежность (количество наработок на отказ). Большой КПД гидроцилиндра достигается в том числе и высокой степенью обработки рабочей (внутренней) поверхности корпуса гидроцилиндра, качеством сварки деталей корпусных и других деталей.
Технология и оборудование для производства гидроцилиндров

В качестве заготовок для изготовления корпусов гидроцилиндров используются высококачественные прецизионные хонингованные (полированные по внутренней поверхности) трубы. Это позволяет снизить затраты времени на обработку корпусов и повысить качество обработки поверхности.
Основная задача при изготовлении деталей гидроцилиндров – обеспечение высокой точности и чистоты обработки поверхностей. Для этого используется современное металлообрабатывающее оборудование с высокой степенью автоматизации.
Для изготовления каждой отдельной детали используется группа станков, на которых выполнятся необходимые технологические операции. Пример использования различного металлообрабатывающего оборудования для изготовления различных узлов и деталей гидроцилиндров приведен в таблице.

Предпочтительнее использовать металлообрабатывающие станки с максимальной автоматизацией, так как это позволяет постоянно соблюдать заданные параметры процессов высокоточной обработки деталей, сократить количество брака и увеличить производительность технологических процессов. К таким станкам относятся токарные станки-автоматы, вертикальные фрезерные автоматы, токарные станки с числовым программным управлением (ЧПУ).
К обработке внутренней цилиндрической поверхности корпуса предъявляются определенные технические требования. По международному стандарту ISO овальность должна соответствовать квалитету Н7, а шероховатость 0,4 мкм. Эти параметры обеспечивают отличное скольжение динамических уплотнений поршня по металлической поверхности корпуса.
Выполнение цилиндра, например, по квалитету Н12 с шероховатостью 2-3 мкм может негативно повлиять на эффективность привода, т.е. его КПД. Для соблюдения таких требований (по квалитету и шероховатости) используют хонинговальные (раскатные) станки.
Использование хонинговального станка для обработки внутренней поверхности корпусов (гильз) позволяет получить следующие преимущества:
- качественное шлифование;
- простая обработка для всех материалов,
- геометрическая точность отверстия < 0,5 мкм Ra;
- минимальное количество отходов обработки.
Процесс обработки деталей на хонинговальном станке заключается в совмещении различных типов движения хонинговальной головки с закрепленными на ней алмазными брусками с орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью (СОЖ).
Изготовление гидроцилиндров сводится к обработке деталей с последующей сборкой. Производство выполняется в такой последовательности:
- Раскрой штоков и труб с помощью ленточно-отрезного станка;
- Изготовление деталей гидроцилиндров;
- Сварочное соединение гильзы с бобышками и дном;
Соединение деталей корпуса между собой выполняется на специализированных автоматических сварочных станках. При производстве гидроцилиндров требуется выполнение высококачественных сварных швов под различные виды неразрушающего контроля: рентген, ультразвуковая диагностика (УЗД), магнитно-порошковая диагностика (МПД) и цветная дефектоскопия (ЦД).
При этом необходимо соблюдать технологию и режимы сварки, сквозное проплавление и обеспечение равномерного заполнения сечения сварного шва без концентраторов напряжения. Современное автоматическое сварочное оборудование обеспечивает минимальные тепловложения в сварное соединение, и, как следствие, минимизируется зона термического влияния (ЗТВ).
- Изготовление проушин;
- Обработка штока на токарном станке;
- Сборка компонентов.
Перед сборкой гильзы, штоки, крышки и поршни очищаются в моечной машине. Уплотнения прикрепляются на отдельных участках с помощью монтажных инструментов. Герметичность и термостойкость гидроцилиндров с поршневым штоком усиливается уплотнительными кольцами или клеями.
Источник
Как делают гидравлический цилиндр
Умеешь делать что-то своими руками? Поделись этим умением со всеми!
А если у вас есть вопросы по поводу рукоделия, технологий, материалов и т.п. можете смело оставлять их в сообществе.
Вопросы и ответы найдете вот тут -> FAQ
В сообществе запрещена торговля, обсуждение цен, ссылки на страницы с продажами, контакты автора в комментариях. Обязательна информация о материалах и инструментах в текстовом виде.
1. Будьте вежливы, старайтесь писать грамотно.
2. В публикациях используйте четкие и красивые фотографии.
3. Автор поста с тегом [моё] может оставить ссылку на свой профиль, группу или канал на других источниках, при условии, что ссылки (активные и не активные) не ведут на прямые продажи. Допускается не больше четырёх ссылок и только в конце поста (п. 8.5 основных правил).
-ссылки рекламного характера/спам;
-ссылки, ведущие на магазины с указанием стоимости товара/услуги;
-ссылки, ведущие на призывы, покупки, продажи, подписки, репосты, голосование и тому подобное.
(нарушение основных правил сайта, п.8.1 и п. 8.2).
При переходе по ссылке запрещено наличие активных (кликабельных) ссылок, ведущих на вышеперечисленное в п.3, содержание таких ключевых слов как «товар», «услуга», «купить», «продам», «в наличии», «под заказ» и т.п.
3.1 Размещение контактов автора (самим автором или другими пользователями) в комментариях запрещено и подлежит удалению (п. 9.1 и 9.3 основных правил).
4. Обязательным для авторов является наличие технических характеристик изделия в публикациях (материалы, техники, авторские приемы, размеры, времязатраты и прочее) в текстовом виде.
Также помечайте свою работу тегом «Рукоделие с процессом» или «Рукоделие без процесса».
5. Пост-видео, пост-фото без текстового описания переносится в общую ленту. Даже если в видео показан подробный процесс изготовления, делайте краткое описание для тех, у кого нет возможности/желания смотреть видео.
Администрация оставляет за собой право решать, насколько описание соответствует п. 5.
6. Посты с нарушениями без предупреждения переносятся в общую ленту.
За неоднократные нарушения автор получает бан.
Автор может размещать новую публикацию в сообществе, не допуская полученных ранее замечаний.
Источник
Материалы для изготовления гидроцилиндров
Гильзы цилиндров изготавливают из стальных бесшовных горячекатаных труб по ГОСТ 8732 сталей ст35 и ст45 или легированных сталей 30ХГСА и 12Х18Н9Т, алюминиевого сплава Д16Т. Штоки цилиндров изготавливают из стальных поковок стали 40Х или 30ХГСА. Поршни цилиндров изготавливают из сталей ст35 и ст45 (см табл.1.1). [1, 18]
Характеристика марок материалов, используемых при изготовлении гидроцилиндров.
Название материала (по хим. Составу, по назначению, по качеству)
Сталь — это железоуглеродистый сплав, с содержанием углерода до 2,14 % (остальное железо и примеси)
Углеродистая, конструкционная, качественная
Углеродистая, конструкционная, качественная
Углеродистая, конструкционная, качественная
Углеродистая, конструкционная, качественная
Легированная, конструкционная, высококачественная
Хром, марганец, кремний, до 1 %
Легированная, конструкционная, высококачественная
Дюралюминий — это деформированный алюминиевый сплав.
16 — это условный номер марки дюралюминия; Т — титан
Внутренние поверхности обрабатываются по посадке  . Наружную поверхность штока обрабатывают по посадке e8. Наружную поверхность поршня обрабатывают по посадке e8 (см. табл. 1.2). [17, 25]
. Наружную поверхность штока обрабатывают по посадке e8. Наружную поверхность поршня обрабатывают по посадке e8 (см. табл. 1.2). [17, 25]
Краткая характеристика допусков и посадок
Определение (или характеристика)
— это разность между наибольшим и наименьшим размером
— это точность изготовления изделия
— это характер соединения деталей, определяемый величиной зазоров или натягов
— это посадка, при которой обеспечивается зазор в соединении
— это посадка, при которой обеспечивается натяг в соединении
Посадка в системе отверстия
— это посадки, в которых зазоры и натяги в соединении получаются соединением различных валов с основным отверстием

— это посадки, в которых зазоры и натяги в соединении получаются соединением различных отверстий с основным валом
— это поле допуска Н, 8 — это квалитет

Шероховатость поверхности  мкм получают хонингованием или раскаткой шариками или роликами. Шероховатость поверхности штока
мкм получают хонингованием или раскаткой шариками или роликами. Шероховатость поверхности штока  мкм. Шероховатость поверхности поршня
мкм. Шероховатость поверхности поршня  мкм (см табл. 1.3).
мкм (см табл. 1.3).
Характеристика параметра шероховатость
 , мкм
, мкм
 , мкм
, мкм
Шероховатость — это совокупность неровностей с относительно малыми шагами.
— это среднее арифметическое отклонение профиля
— это высота неровности профиля по 10 точкам
мкм- это шероховатость параметр
 мкм — это шероховатость параметр
мкм — это шероховатость параметр
Перед шлифованием производят поверхностную закалку до HRC 38…40 (см. табл. 1.4,1.5). [14]
Характеристика твердости материала
Методы определения твердости (инструмент)
Условное обозначение твердости
Расшифровка значений твердости
Твердость — это способность металла сопротивляться поверхностной деформации под действием более твердого тела.
Метод Бринелля (стальной закаленный шарик)
НВ60 — это 60 единиц твердости по Бринеллю
Метод Роквелла (алмазный конус, шкала, стальной закаленный шарик)

 — это 38…40 единиц твердости по Роквеллу
— это 38…40 единиц твердости по Роквеллу
Метод Виккерса (алмазная пирамида)
НV — 1000 единиц твердости по Виккерсу
Характеристика термической обработки стали
Термообработка — это процессы нагрева выдержки и охлаждения, при которых изменяются структура и свойства стали.
Отжиг — это, снятие внутренних напряжений, устраняет структурную неоднородность.
Закалка — повышение твердости, прочности, упругости стали.
Отпуск — устраняет напряжение в стали, повышает вязкость, повышает твердость.
Особое внимание уделяется оценке отклонений от цилиндричности (см. табл.1.6). [18]
Отклонение формы гидроцилиндров
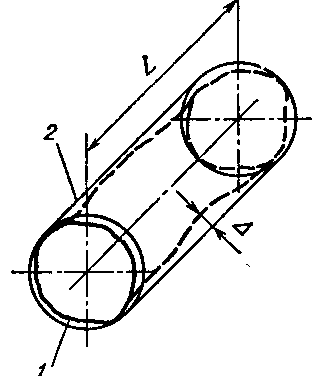
Это наибольшее расстояние на реальной поверхности
Источник



