
- Каталог резиновых армированных манжет по размерам
- Основные параметры
- Маркировка и хранение
- Отличие двубортных и однобортных сальников
- Как подобрать сальник или манжету по размерам
- Как правильно найти замену сальнику и поиск сальника по размеру.
- Чтобы правильно подобрать армированный сальник или армированную манжету надо точно снять размеры этого изделия.
- Измерение внутреннего диаметра сальника — d
- Измерение внешнего диаметра сальника — D
- Манжеты гидравлические ГОСТ 14896-84/6969-54
- Манжеты тормозных цилиндров — какие выбрать?
Каталог резиновых армированных манжет по размерам

Начнем с того, что резиноармированные манжеты являются важный компонент уплотняющего устройства, изготовленного из упругого продукта, который предотвращает поток воды или газа из зоны высокого в область низкого давления, а также защищает от загрязнений. Она свою область применения нашла в: механическом приводе, поршневом насосе, гидравлическом прессе, пневмоцилиндре. Подробнее с каталогом резиновых армированных манжет и размерами вы ознакомитесь в следующих пунктах.
Основные параметры

Сальники изготавливаются, фасуются, экспортируются по ГОСТ 8752-79. Этим шаблоном принято определять тип эластомера, из которого может быть изготовлен продукт: синтетические каучуки.
Изготовление резиновой продукции — это процесс горячей штамповки с использованием пресс-форм из сырья. На предприятии должны быть токарные, фрезерные, сверлильные и другие станки. Это оборудование позволяет в короткие сроки производить высококачественные усиленные ручки.
Большое внимание обратите на предназначение этого продукта. Он задействуется в опасных средах, где очень высокое давление. Поэтому некоторые изделия обладают большей износостойкостью и адаптированностью к широким диапазонам особенностей эксплуатации.
Объем допустимых величин варьируются в соответствии с группами резин, из которых выполнено уплотнение. Предельные показатели будут следующими:
- рабочая среда — минеральные масла, смазочные материалы, дизельное топливо, вода;
- температура от -60 °С до +170 °С;
- давление от 0,1 МПа до 50 МПа;
- частота срабатывания возвратно-поступательного движения — до 0,5 Гц, скорость не более 0,5 м/с
Для обозначений манжетов стоит отметить такую характеристику:
- типы продуктов;
- методы создания рабочего узелка;
- размеры диаметра вала;
- размеры внешнего диаметра сальника.
Необходимо отметить, что сальники бывают двух видов:
- однобортные (нужны, чтобы вытекала жидкость);
- двубортные (для вытекании воды и защиты от пыли);
Для обозначений манжетов стоит отметить такую характеристику:
| № п/п | Внутренний диаметр | Внешний диаметр | Материал | Профиль |
|---|---|---|---|---|
| 1. | 10 | 35 | NBR | — |
| 2. | 11 | 30 | NBR | — |
| 3. | 17 | 30 | NBR | ТС |
| 3. | 17 | 30 | NBR | ТС |
| 4. | 17 | 40 | NBR | ТС |
| 5. | 20 | 48 | NBR | — |
| 6. | 23 | 46 | NBR | — |
| 7. | 25 | 50 | NBR | — |
| 8. | 30 | 55 | NBR | ТС |
| 9. | 40 | 55 | NBR | ТС |
| 10. | 45 | 66 | NBR | ТС |
| 11. | 48 | 66 | NBR | ТС |
| 12. | 55 | 90 | NBR | ТС |
| 13. | 58 | 90 | NBR | ТС |
| 14. | 70 | 85 | FPM | A |
| 15. | 75 | 100 | NBR | — |
| 16. | 80 | 100 | NBR | — |
| 17. | 85 | 110 | NBR | — |
| 18. | 90 | 120 | NBR | — |
| 19. | 98 | 127 | NBR | — |
| 20. | 110 | 140 | FPM | A |
| 21. | 140 | 170 | NBR | TC |
| 22. | 142 | 168 | NBR | — |
| 23. | 150 | 180 | NBR | — |
| 24. | 160 | 190 | NBR | — |
| 25. | 180 | 210 | NBR | — |
| 26. | 180 | 220 | NBR | — |
| 27. | 190 | 230 | NBR | — |
| 28. | 200 | 240 | NBR | — |
| 28. | 210 | 245 | NBR | — |
| 29. | 210 | 250 | NBR | — |
| 30. | 450 | 520 | NBR | TC |
Маркировка и хранение

На торцевой поверхности манжеты должна быть нанесена рельефная маркировка по ГОСТ 26.008, равномерно расположенная по окружности и выступающая не более 0,2 мм с указанием:
На торцовой части манжеты следует нанести рельефную маркировку, которая равномерно расположенной по окружности и не превышающую 0,2 мм, с такими данными:
- товарный знак;
- условное обозначение манжеты;
- дата изготовления.
Если сальник сделан методом рисунка, то необходимо указать номер манжеты с пружиной и ее параметры. Для манжет у которых диаметр меньше 30 и, разработанных по эскизам, допускается не отмечать в маркировке основные размеры. Обозначать изделия для валов у которых диаметр меньше 15 мм должны только на этикетке, прикрепленной к каждой категории манжет.
На таких сальниках может быть нанесена рельефная маркировка с наименованием марки или символа производителя, года выпуска, номера пресс-формы и основания.Для продукции высокого качества на этикетки наносится изображение государственного знака качества.
Отличие двубортных и однобортных сальников

Теперь разберем такие виды армированных манжетов как однобортный и двубортный. Как видно на рисунке, они оба имеют круглую форму, сделаны из резины. Если внимательно присмотреться, то на однобортном можно увидеть лишь единственную выемку, а у двубортного их две.
Итак, вы рассмотрели каталог резиновых армированных манжет, технологию создания, применения, маркировки и размеров. Для эффективной и упрощенной работы вам необходимо иметь представление о вышеупомянутых критериях сальников.
Источник
Как подобрать сальник или манжету по размерам
Как правильно найти замену сальнику и поиск сальника по размеру.
Чтобы правильно подобрать армированный сальник или армированную манжету надо точно снять размеры этого изделия.

Существует три основных размера армированной манжеты или сальника:
d — внутренний диаметр сальника
D — внешний диаметр сальника
B — ширина сальника
Кроме данных величин, у уплотнения может быть дополнительные размеры:
D2 — второй наружный диаметр, например боковые юбки;
D3 — третий наружный диаметр, в основном встречается у сальников с типом — лесенкой;
H2 — вторая высота или высота с пыльником;
H3 — третья высота у сальников лесенкой.
но эти варианты встречаются в обычной практике не так часто , и поэтому мы не рассматриваем их в нашей статье.
Обычно обозначения размеров сальника указывают в таком порядке: d x D x B
сначала внутренний диаметр сальника,
затем внешний (наружный) диаметр сальника
и третье число определяет ширину (высоту) сальника
например: сальник 50 * 75 * 12 размер 50 x 75 x 12
Часто, на самом сальнике обозначен его размер. Это помогает быстрому поиску сальника по известным размерам.


Измерение внутреннего диаметра сальника — d
Точнее всего внутренний диаметр сальника можно замерить только на рабочем валу.

Измерение внутреннего диаметра армированной манжеты.

Измерение внутреннего диаметра сальника.
Измерение внутреннего диаметра на самом сальнике может дать погрешность в размерах и это нужно учитывать при подборе необходимой запчасти.

При измерении внутреннего диаметра сальника обратите внимание: что внутренняя кромка сальника немного прижимается к валу и рабочий внутренний диаметр сальника немного увеличивается.
Поэтому рекомендуем замерять внутренний диаметр сальника по посадочному диаметру вала!
Измерение внешнего диаметра сальника — D
Чтобы точно замерить внешний диаметр сальника — нужно измерить посадочное гнездо сальника в корпусе штангенциркулем.
Наружный диаметр обрезиненного (покрытого резиной) сальника или манжеты также можно измерить и по самому сальнику.
Наружный диаметр необрезиненного (оголенный металл) сальника, при замере непосредственно сальника будет больше на 0,1-0,3 мм, чем диаметр посадочного места. Такая конструкция создана для жесткого впресовывания сальника. В основном необрезиненные типы сальников применяются на конвейерном производстве, где конвейер не может устанавливать обрезиненные сальники. Соответственно, при подборе необрезиненного сальника замеренного по сальнику, нужно отнимать от полученной цифры 0,1-0,3 мм. Стоит отметить, что обрезиненные типы лучше, необрезиненных, так как последние не защищены от коррозии. При ручной установке лучше менять необрезиненные на аналогичные обрезиненные типы.
Источник
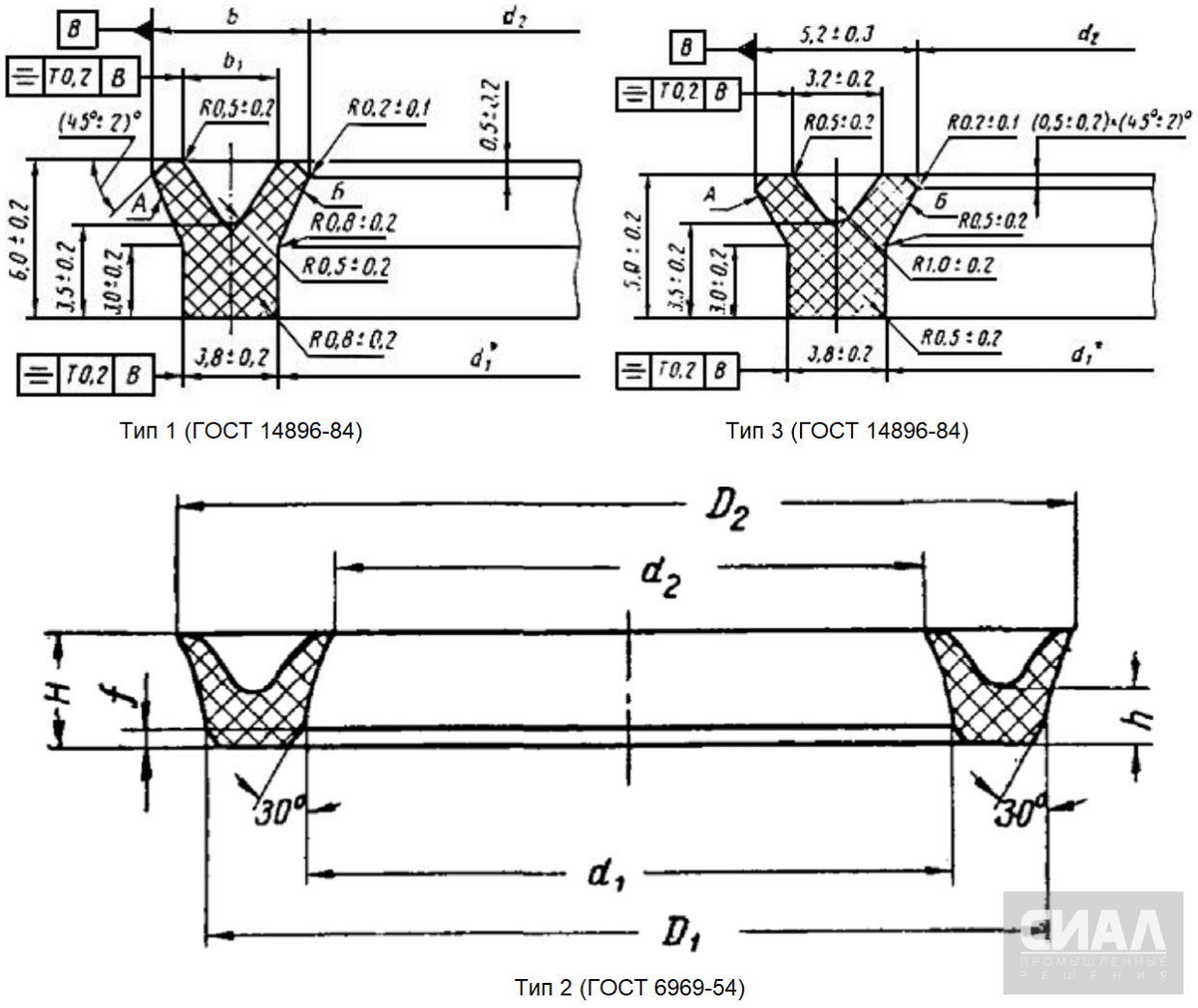
Манжеты гидравлические ГОСТ 14896-84/6969-54
Гидравлические манжеты предназначены для уплотнения зазора между цилиндром и поршнем (плунжером, штоком) в гидравлических устройствах. В этом разделе представлен размерный ряд поставляемых гидравлических манжет согласно ГОСТ 14896-84, ГОСТ 6969-54. Производство манжет происходит методом точения.
При изготовлении используются разные материалы — группы резин в соответствии с ГОСТ в зависимости от рабочей среды.
Манжеты гидравлические поставляются в двух типов:
- Штоковые манжеты
- Поршневые манжеты
Ниже представлена таблица размеров манжет по ГОСТ 14896-84, ГОСТ 6969-54. Расшифровка маркировки « Манжета гидравлическая 1-20x30x7 »:
- 1 – тип манжеты
- 20 – внутренний диаметр манжеты (мм) — диаметр штока
- 30 – внешний диаметр манжеты (мм) — диаметр цилиндра
- 7 – толщина (высота) манжеты (мм)
Кроме представленных размеров наша компания может изготовить гидравлические манжеты на заказ по индивидуальному чертежу.
Если вам нужна консультация для подбора размера, материала, профиля манжеты гидравлической, обратитесь к нашим специалистам:
Источник
Манжеты тормозных цилиндров — какие выбрать?
Странно. Видать, приёмы монтажа разные. > жутко неудобные в установке пружины колодок(попробуй попади в этот крошечный треугольник).
На ЛуАЗах у этих тормозов все пружины монтировались всегда без проблем от руки. Для этого просто сначала надо цеплять пружину, а только потом — ставить колодку в рабочее положение, а не наоборот 🙂 Там другая проблема была — не покоцать при этом случайно пыльники РТЦ, при перекосах колодок в пазу поршенька (особенно в момент установки распорной планки ручного тормоза).
удобней всего сделано у ИФА нижние зацепил парой, поднял колодки на место
дальше на эксцентрики пружинки накинул, и ключиком с трещоткой на 10 натянул на место, потом вторую.

на луаз и всех остальных трос и одной рукой тянем, а второй заправляю
И это тоже ерунда, сорри > [blue]Надеюсь поршеньки были помечены, что бы каждый опять встал на своё место? Поршни и распорные кольца РТЦ Москвича-412 парные детали, если поршень завернуть в «чужое» кольцо, он не встанет в правильное положение при заворачивании до упора.
+++++++++++++++++++++++++++++++++++++++++++
Они «парные» ровно в рамках запрессовывания стопорного кольца и заводских допусков. Ваяются они на разных станках и никак парно не подбираются. Угол поворота и зазор зависит
а) от угла прорези относительно вертикали при запрессовке
б) от разброса допусков при нарезании резьбы на поршнях
Итого, у поршней нет «чужих» и «родных» колец. У них просто есть допуски сборки конкретного цилиндра.
Re: И это тоже ерунда, сорри > > Надеюсь поршеньки были помечены, что бы каждый опять встал на своё место? Поршни и распорные кольца РТЦ Москвича-412 парные детали, если поршень завернуть в «чужое» кольцо, он не встанет в правильное положение при заворачивании до упора.
> +++++++++++++++++++++++++++++++++++++++++++
> Они «парные» ровно в рамках запрессовывания стопорного кольца и заводских допусков. Ваяются они на разных станках и никак парно не подбираются. Угол поворота и зазор зависит
> а) от угла прорези относительно вертикали при запрессовке
> б) от разброса допусков при нарезании резьбы на поршнях
>
> Итого, у поршней нет «чужих» и «родных» колец. У них просто есть допуски сборки конкретного цилиндра.
[blue]Может по теории это так должно быть, но мне к сожалению неоднократно попадались РТЦ у которых рабочий ход был меньше предписанного. При вскрытии кольца были установлены неправильно.
Вот кстати выдержка из руководства по ремонту ЛуАЗ-969М: 
И на приведённом мной фото двух пар поршней с упорными кольцами, прекрасно видно, что один из поршеньков далёк от правильного положения, отклонение да 90°. Это уже никак не укладывается в допуски указанные в выдержке из руководства приведённом выше.
В Союзе у меня был съёмник, при помощи которого я просто вытягивал стержень из поршенька, заворачивал поршень в кольцо до упора и потом запрессовывал стержень в правильном положении.
Re: ладно, мы не ищем простых путей 🙂 > спасибо что предупредили. Я так понял проще всего теперь заново примерять поршеньки (для удобства со снятой манжеткой) и проверять, что есть зазор 2 мм.
Да, поршеньки лучше без манжеты примерять.
При этом сначала стоит убедиться, что распорные кольца в корпуса цилиндров установлены правильно.
Разрез обоих колец должен находиться вверху: 
К сожалению даже у новых РТЦ (не новодел, а из старых советских запасов!) кольца могут стоять неправильно! Если разрез колец будет смещён в сторону, то между кольцом и поршеньком остаётся небольшая воздушная подушка, которую при прокачке системы удалить не удастся. Если такой дефект сборки окажется в нескольких РТЦ, то добиться жёсткой педали тормоза практически будет невозможно.
Столкнувшись пару раз с такой проблемой, я новые РТЦ перед установкой всегда вскрываю.
Если распорное кольцо в корпусе РТЦ установлено неправильно, его необходимо извлечь и установить разрезом вверх. Однако при этом нужно быть осторожным, что бы не поцарапать рабочую поверхность цилиндра. Для извлечения и установки распорных колец существовали специальные щипцы. Я себе изготовил приспособление из подручных средств. Взял кусок подходящей трубы и распилил её вдоль, кроме трубы понадобились два винта и две гайки: 
Одним винтом с гайкой обе половинки трубы у заднего конца соединены шарнирно, вторым винтом половинки стягиваются, захватывая таким образом распорное кольцо за буртик и сжимая его. С одной стороны захваты приспособления укорочены, этой стороной приспособление при захвате кольца ставится с противоположной стороны к разрезу, таким образом кольцо легче сжимается: 
Таким образом я при помощи этого приспособления вынимаю и вставляю распорные кольца в корпус РТЦ: 
Ещё необходимо знать, что кольца в корпусе РТЦ должны стояь буртиком наружу (т.е. буртик должен смотреть в сторону поршенька): 
Если распорные кольца в корпусе РТЦ стоят правильно, то можно подбирать к ним поршеньки. Для этого поршенёк заворачивается в кольцо до упора. При этом разрез в опорном стержне поршенька должен встать строго вертикально.
На фото две пары колец с поршеньками завёрнутыми до упора. У левой пары разрез упорного стержня стоит неправильно (отмечено синим), у правой пары всё стоит правильно (отмечено красным):

Для обеспечения нормального рабочего хода поршенька в распорном кольце, поршенёк после заворачивания до упора (это всего лишь контрольное положение) должен быть опять вывернут на половину оборота. Если кольцо и поршенёк парные и в завёрнутом состоянии разрез упорного стержня поршенька стоит вертикально (B), то при выворачивании поршенька на полоборота рабочий зазоh в 1,8 — 2 мм (F), обеспечивается автоматически. Если же исходное положение разреза у упорного стержня в завёрнутом положении стоял с отклонением от вертикального, то поршенёк для достижения вертикального положения разреза (D) выворачивается меньше чем на половину оборота, при этом необходимый рабочий ход поршенька в распорном кольце обеспечить уже невозможно (E) . На фото видно, что зазор в резьбе у левой пары (C) меньше, чем у пары с правой стороны (А): 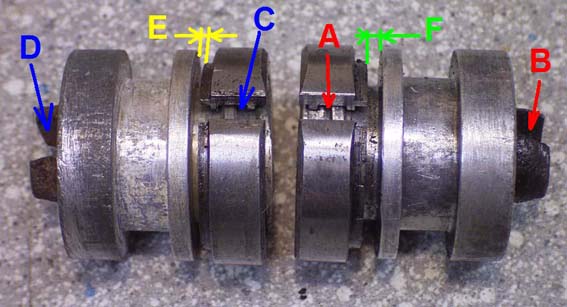
Если рабочий ход поршенька окажется меньше 1,8 — 2 мм, то нормальной работы тормозов не будет, колодки будут клинить. По этому правильная сборка РТЦ важный момент и если заранее соблюдать все эти тонкости, всё это впоследствии функционирует без всяких проблем.
Ну и в добавок может пригодиться:
Сборка ГВУТ Москвич-412: http://luazzz.ru/showthread.php?t=166
На моём ЛуАЗе ГВУТ из этой фотосессии (с доработанными манжетами) без нареканий работает с осени 2010-го года. У TERRA_INC, если не ошибаюсь то же самое работает без проблем уже более десяти лет.
И ещё, прокачка тормозной системы при помощи шинного насоса: http://luazzz.ru/showthread.php?t=303
Хоть в описании дело о ЛуАЗе, этот метод применим к любому гидроприводу. Я методом «топтаниея» педали ничего не прокачиваю уже лет тридцать, только насосом как в описании по ссылке, независимо ЛуАЗ, Volkswagen или Opel.
Извините, но физика с Вами поспорит ))) > Да, поршеньки лучше без манжеты примерять.
> При этом сначала стоит убедиться, что распорные кольца в корпуса цилиндров установлены правильно.
>
> Разрез обоих колец должен находиться вверху:
>
>
> [blue]К сожалению даже у новых РТЦ (не новодел, а из старых советских запасов!) кольца могут стоять неправильно! Если разрез колец будет смещён в сторону, то между кольцом и поршеньком остаётся небольшая воздушная подушка, которую при прокачке системы удалить не удастся. Если такой дефект сборки окажется в нескольких РТЦ, то добиться жёсткой педали тормоза практически будет невозможно.
> Столкнувшись пару раз с такой проблемой, я новые РТЦ перед установкой всегда вскрываю.
>
> Если распорное кольцо в корпусе РТЦ установлено неправильно, его необходимо извлечь и установить разрезом вверх. Однако при этом нужно быть осторожным, что бы не поцарапать рабочую поверхность цилиндра.
++++++++++++++++++++++++++++++++++++++++++++++++++++
С точки зрения прокачки, цилиндрам глубоко фиолетово, как установлена прорезь кольца. Если Вы подумаете о физике процесса прокачки, то тоже это легко поймете.
Единственный(и основной) смысл расположения прорези — совпадение резьбы на поршне и на кольце, для обеспечения достаточного зазора
и при этом вертикального расположения паза под колодку.
Сам съел большую и толстую собаку на барабанных тормозах ижевского 412-го. И скажу, что более мерзкой конструкции тормозов, у меня не было ни на одной другой машине. Включая отечественные.
В Германии — возможно > > и при этом вертикального расположения паза под колодку.
> Как тогда объяснить, что попадаются РТЦ (причём гарантировано новые, заводской сборки!) у которых необходимый зазор был в порядке, а кольцо стояло прорезью сбоку?
Именно этими допусками. Кольцо, цилиндр и поршень — три разные детали и никак между собой не связанные в процессе изготовления.
От кольца задача — находиться в цилиндре, от поршня — ввернуться встав прорезью вертикально, и при этом иметь свободный ход. Все, более там никаких тонкостей нет. С учетом зазора в резьбе, отклонения по установке кольца могут быть примерно градусов на 45, чтобы поршень нормально встал(говорю по памяти, возможно сектор и меньше). К прокачке разрез не имеет никакого отношения, поскольку если так рассуждать, пузыри нахоящиеся в цилиндре и тройнике, выше прокачного штуцера нельзя было бы выгнать никаким образом.
> Ну эта же конструкция кроме ЛуАЗов и Москвичей была и на Запорожцах (У ЗАЗов РТЦ только меньшего диаметра). Я с ней в восьмидесятые годы тоже много дела имел, но при правильной сборке никаких проблем не возникает. Так же я здесь в Германии перебрал уже с десяток РТЦ для знакомых ЛуАЗоводов, после моей сборки всё прекрасно работает.
++++++++++++++++++++++++++++++++++++++++++++++++++++++++
Верю, что в Германии такое может быть. Перепады температур меньше. Весенняя же эксплуатация 412-го в Москве, после зимней стоянки, ежегодно начиналась с переборки и прокачки тормозов. Конструкция цилиндра нежизнеспособна. Отличный пример вполне работающей конструкции — цилиндр волг, с другой манжетой и другим стопорным кольцом. Они тоже бывало текли, но намного реже.
Re: В Германии — возможно > > > и при этом вертикального расположения паза под колодку.
> > Как тогда объяснить, что попадаются РТЦ (причём гарантировано новые, заводской сборки!) у которых необходимый зазор был в порядке, а кольцо стояло прорезью сбоку?
>
> Именно этими допусками. Кольцо, цилиндр и поршень — три разные детали и никак между собой не связанные в процессе изготовления.
> К прокачке разрез не имеет никакого отношения, поскольку если так рассуждать, пузыри нахоящиеся в цилиндре и тройнике, выше прокачного штуцера нельзя было бы выгнать никаким образом.
К самой прокачке не имеет. Но есть мнение, что в зазорах между поршнем и кольцом остаётся пузырь воздуха, который на что-то влияет. Правда, при холостом ходе поршня аж в 2 мм поверить, что этот пузырик может существенно «умягчить» педаль, сложно — у неё тогда свободный ход должен быть почти до пола. Кстати, у ЛуАЗа куда более приличные такие «пузырики» остаются в датчиках давления системы контроля исправности контуров, так как датчики с завода торчат вверх.
Вообще, жаль, что сейчас у меня нет доступа к КД на 412-е тормоза(ушла в Госархив). Достаточно было бы глянуть на сборочные чертежи, чтобы понять, что на каком этапе и в каком порядке подсобиралось, а что — нет. На практике у меня до подбора поршней дело обычно не доходило, просто при необходимости поршень отворачивался на больший угол и всё. Статистики, что при этом срок службы манжеты до протечки заметно снижался, у меня не выявлялось. Хотя, да, по уму надо всё подбирать по месту.
Re: В Германии — возможно > На практике у меня до подбора поршней дело обычно не доходило, просто при необходимости поршень отворачивался на больший угол и всё.
> В Семипалатинске у знакомого на Москвиче при этом оторвало кусок резьбы от поршня, видать слишком далеко выкрутил.
> Статистики, что при этом срок службы манжеты до протечки заметно снижался, у меня не выявлялось. Хотя, да, по уму надо всё подбирать по месту.
> Манжете это в принципе безразлично, пока рабочая поверхность цилиндра чистая, без ржавчины и раковин.
Манжете это безразлично уже постольку, поскольку рабочее положение поршня определяет колодка, а не разрезное кольцо. Просто, помимо возможных перекосов поршня и повреждения его резьбы, сильно выкрученный поршень ещё чреват и тем, что при установке новых колодок одно из колец может уйти в центр цилиндра и перекроет каналы подвода/прокачки ТЖ.
Re: Рабочий цилиндр Волги не течь не может > > Насчёт ЮП: я перебирал рабочий цилиндр сцепления на своей Волге, купил в ЮП 12 разных комплектов манжет, текут ВСЕ. В итоге поставил ещё советские манжеты, сколько им лет не знаю, но они единственные не текут.
> +++++++++++++++++++++++++++++++++++++++++++++++++++++
> У него это конструктивное у газ и уаз. Десятки машин ремонтировал советскими манжетами, больше 10тыс без протечек они не ходят. Причину я не скажу, но полагаю она кроется в неудачной кинематике узла. Более-менее отсрочить проблему удается проточкой под вторую манжету. Так что советские-не советские, в конкретном узле безразлично.
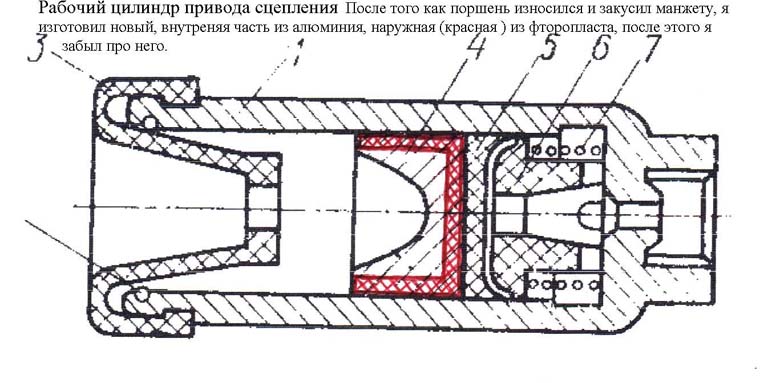
Я с этой проблемой в восьмидесятые помучился на своём рабочем ГАЗ-66. Тоже более 10.000 км рабочий цилиндр привода сцепления не держал, у 66-го торец поршня съедало в итоге манжету просто закусывало. Проблему я решил, отдав новый поршень перед установкой токарю, что бы он проточил в его тыльной части фаску. Далее на эту фаску был выточен и надет колпачок из фторопласта (на рисунке отмечено красным). После этой переделки РЦС служил семь лет без замены манжеты вплоть до сдачи машины при увольнении перед отъездом в Германию. 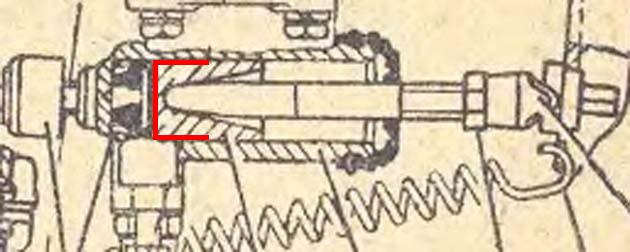
У ГАЗ-М21 конструкция поршенька РЦС другая, с воротничковой манжетой. На нескольких ГАЗ-М21 моих знакомых были изготовлены новые поршеньки по принципу как на ГАЗ-66 тоже с фторопластовыми колпачками. После этого проблем с течью тоже не было.
То же самое я сразу при первом же ремонте РЦС сделал на своём ЛуАЗе. Правда там поршенёк довольно короткий (точно те же потроха стоят в РСЦ Москвича 412 и 2140, для них этот метод тоже годится) по этому колпачок был выточен на всю длину поршенька:
Re: Манжеты тормозных цилиндров — какие выбрать? http://www.retrodetal.ru/detail/325-400/ 
Re: Манжеты тормозных цилиндров — какие выбрать? > http://www.retrodetal.ru/detail/325-400/
>
Это не то, речь вот про эти: 
Я тоже ищу.
нижние какой размер ? вчера будучи в магазине ваг\газ\москвич\ода
высмотрел 22, 24 и 25
на 25 купил но оставил в машине так что фото будет чуть позже,
но качество дрянь, с бахромой по краям.
Re: нижние какой размер ? > вчера будучи в магазине ваггазмосквичода
> высмотрел 22, 24 и 25
> на 25 купил но оставил в машине так что фото будет чуть позже,
25 мм. На фото манжеты ещё из старых ГДРовских запасов. Мне на eBay как то попался лот (10 шт.).
У нас местные торгаши вот этим торгуют (фотографии стянуты из объявлений или онлайншопов): 

Я их пока не покупал, для себя у меня ещё есть запас манжет, но другие ЛуАЗоводы иногда спрашивают, по этому хотелось бы знать какие можно рекомендовать.
притащил свою но при измерении она 25 по наружной кромке и 17.5 внутренний.


Re: спасибо, я сам виноват — не уточнил. Речь была про В ЮП в москвичёвском магазинчике в БАМе продаются ремкомплекты москвичёвских РТЦ на 25 мм (по памяти — ярославские, с характерной синей этикеткой), но брать не советую — чистый брак. Манжеты очень «полные», непонятно под какие РТЦ — в обычных поршни с ними просто клинит в цилиндре, если и удаётся их туда загнать. Вдобавок прилагаемые пыльники на 22 мм, а не 25.
Источник



