
- Зазор поршень цилиндр ямз
- Зазор поршень цилиндр ямз
- Зазор поршень цилиндр ямз
- Регулировка клапанов ЯМЗ 238
- Почему приходится регулировать клапана
- Порядок работы цилиндров двигателя ЯМЗ 238
- Расположение цилиндров в двигателе ЯМЗ 238
- Как установить поршень первого цилиндра
- Как проворачивать коленвал
- Заводской способ регулировки клапанов ЯМЗ 238.
- Торцевые отверстия маховика для проворачивания вала
- Регулировка клапанов ЯМЗ 238 за два оборота коленчатого вала.
- Зазоры клапанов ЯМЗ 238
Зазор поршень цилиндр ямз
Сборка шатунно-поршневой группы двигателей ЯМЗ-238ПМ и ЯМЗ-238ФМ
Гильзы цилиндров по наименьшему внутреннему диаметру цилиндра, а поршень по наибольшему наружному диаметру юбки делятся на следующие шесть размерных групп, обозначаемых индексами А, Б, В, Г, Е, Ж на верхнем торце гильзы и на днище поршня
Поршни подбираются к гильзам цилиндров по одноименным размерным группам. Установка поршней и гильз разных размерных групп может вызвать задиры на поверхности гильз или заклинивание поршня. Поршни и шатуны подобранного комплекта должны быть тщательно протерты и обдуты сжатым воздухом.
Втулку шатуна и поршневой палец перед сборкой поршня с шатуном нужно смазать тонким слоем моторного масла. Поршневой палец устанавливают в поршень после нагрева поршня в течение 10 мин в масляной ванне при температуре масла 80—100 °С, при этом палец должен входить в отверстие бобышки поршня от усилия большого пальца руки. Запрессовка пальца в поршень не допускается.
При сборке поршня с шатуном поршень должен быть установлен так, чтобы смещение камеры сгорания было направлено в сторону длинного болта шатунной крышки.
На каждый поршень подбирают три компрессионных и два маслосъемных кольца; наружная цилиндрическая поверхность верхнего компрессионного кольца должна быть хромирована, второе кольцо должно иметь луженые канавки.
Компрессионные кольца устанавливают на поршень скошенной поверхностью в сторону днища поршня. Тепловой зазор в замках поршневых колец, вставленных в гильзу цилиндра, должен составлять 0,45—0,65 мм. Просвет между стенкой гильзы и наружной поверхностью колец не допускается. При величине теплового зазора менее 0,45 мм можно пропилить концы стыка, обеспечив при этом их параллельность в сжатом состоянии. Тепловой зазор в замках поршневых колец проверяют щупом; кольцо должно находиться на расстоянии не менее 25 мм от верхней кромки гильзы.
Кольца на поршень устанавливают при помощи специальных щипцов (см. рис. 8). Замки смежных колец должны быть расположены относительно друг друга под углом 180°.
Установка шатунно-поршневой группы двигателей ЯМЗ-238ПМ и ЯМЗ-238ФМ
Перед установкой гильзы в блок
цилиндров следует тщательно протереть посадочные поверхности в блоке, а уплотнительные кольца после установки в канавки гильзы смазать моторным маслом. Гильзу с уплотнительными кольцами устанавливают в блок цилиндров усилием руки. Буртики гильз цилиндров должны выступать над плоскостью блока на 0,065—0,165 мм.
Перед установкой поршня с шатуном зеркало цилиндра необходимо тщательно протереть и смазать моторным маслом. Поршневые кольца также следует обильно смазать моторным маслом.
Поршень устанавливают в цилиндр так, чтобы камера сгорания была смещена внутрь двигателя (в сторону топливного насоса). Поршневые кольца должны быть обжаты обоймой, внутренний диаметр которой равен диаметру цилиндра (рис. 10).
При сборке шатунных подшипников необходимо, чтобы клейма спаренности на шатуне и крышке были одинаковыми, а риски спаренности совпадали. Болты крепления крышек шатунов затягивают с моментом 20—22 кгс-м. Затяжку начинают с длинного болта и выполняют в два приема сначала половинным усилием, а затем полным. Замковые шайбы шатунных болтов при каждой сборке заменяют, так как повторный отгиб усов замковых шайб не допускается. После установки шатуннопоршневой группы коленчатый вал должен плавно, без заеданий провертываться от руки за головку болта крепления шкива коленчатого вала с помощью рычага длиной 550 мм.
Источник
Зазор поршень цилиндр ямз
Поршни двигателей ЯМЗ отлиты из высококремнистого алюминиевого сплава с содержанием кремния от 20 до 22%.
Отливка поршня подвергается стабилизирующему отжигу при температуре 300°С±10°С в течение 10 часов. После отжига поршни имеют твердость НВ 90-111.
Поршни двигателя разделяются на безнаддувные (для двигателей ЯМЗ-23,6 и ЯМЗ-238) и наддувные (для двигателей ЯМЗ-238ПМ и ЯМЗ-238ФМ). Поршни и гильзы разбиваются на три размерные группы и обозначаются клеймами «А», «Б», «В». Клеймо ставится на днищах поршней и верхних торцах гильз. Разбивка на группы сделана для обеспечения зазора гильза-поршень:
для безнаддувных двигателей — 0,18—0,22 мм, для наддувных двигателей — 0,23—0,27 мм.
При сборке двигателя поршень и гильзу подбирают из одних размерных групп.
Гильзы на двигателях ЯМЗ взаимозаменяемые. Зазор в паре гильза-поршень при одной и той же размерной группе на двигателях наддувных и безнаддувных обеспечивается только за счет разницы диаметра поршня в нулевом сечении.
Нулевое сечение профиля поршня расположено на расстоянии 153 мм от днища. В этом сечении, в плоскости перпендикулярной оси пальца замеряется наружный диаметр поршня. При одинаковой размерной группе «наддувный» поршень меньше «безнаддувного» на 30÷70 мкм. Размер гильзы и поршней для отдельных групп приведены в табл. 2.3.

Гильзы цилиндров — «мокрого» типа, легкосъемные, изготовлены из легированного чугуна литьем в землю. Отливка имеет твердость НВ 187—241. После механической обработки гильза по внутреннему рабочему диаметру подвергается закалке токами высокой частоты с охлаждением водой. После термического отпуска твердость гильзы НРС 43,5—51,5. Гильза для безнаддувных двигателей ЯМЗ имеет номер — 236—1002021—А, для наддувных — 236—1002021—А2. Гильзы для наддувных двигателей ЯМЗ на рабочей поверхности имеет вибронакатку глубиной от 5 до 20 мкм. Вибронакатка снижает склонность к образованию натиров и задиров за счет большей маслоемкости поверхности. При отсутствии гильз с вибронакаткой в эксплуатации можно применять гильзы без вибронакатки на двигателях ЯМЗ-238ПМ и ЯМЗ-238ФМ.
На поршне установлены 4 кольца. Три верхних кольца — компрессионные, одно нижнее — маслосъемное. Комплектность колец для наддувных и безнаддувных двигателей ЯМЗ одинаковая. Компрессионные кольца в сечении представляют собой одностороннюю трапецию. Первое компрессионное кольцо изготовлено из высокопрочного чугуна. Рабочая поверхность кольца покрыта хромом толщиной 160—200 мкм. Второе компрессионное кольцо «минутное» изготовлено из специального чугуна, без покрытия. Третье компрессионное кольцо также «минутное» скребкового типа, изготовлено из специального чугуна без покрытия.
Маслосъемное кольцо — прямоугольного сечения с витым пружинным расширителем, изготовлено из специального чугуна. Рабочая поверхность кольца покрыта хромом толщиной 100—150 мкм. Поперечное сечение колец показано на рис. 2.2. Зазоры в замке и упругость для новых поршневых колец приведены в табл. 2.4.
Поршневой палец плавающего типа, изготавливается из цементируемой стали 12ХНЗА. Палец имеет номер 236-1004020. Глубина цементации наружной поверхности 1 —1,4 мм. После закалки и отпуска поверхность пальца имеет твердость НРС 58—60. Наружный диаметр пальца 50—0,008 мм. Шероховатость поверхности 1,25. Допускается огранка не более 2 мкм. Вес пальца 1105±5 г. Подгонка пальца по весу осуществляется за счет снятия металла с фасок внутреннего отверстия. Для исключения «роста» диаметра, стабилизации структуры материала палец подвергается обработке холодом при температуре — 70°С.

Рис. 2.2 Поперечное сечение поршневых колец дизеля
1. 4 — порядковый номер кольца
Поршневые пальцы на размерные группы не сортируются и могут быть установлены в любые поршни и шатуны.
При эксплуатации допускается износ поршневого пальца по диаметру 20 мкм. Если наружный диаметр менее 49,98 мм, а овальность и конусность превышает 0,015 мм, то палец необходимо заменить.

Предельные размеры и зазоры деталей цилиндро-поршневой группы приведены в табл. 2.5.
Предельные размеры и зазоры деталей цилиндро-поршневой группы

Г. М. Савельев, Б. Ф. Лямцев, Е. П. Слабов
ПОВЫШЕНИЕ ЭКСПЛУАТАЦИОННОЙ НАДЕЖНОСТИ АВТОМОБИЛЬНЫХ ДИЗЕЛЕЙ ЯМЗ С НАДДУВОМ
1988
Источник
Зазор поршень цилиндр ямз
Сборка шатунно-поршневой группы двигателя ЯМЗ-236
Подбор гильз и поршней. Гильзы цилиндров по внутреннему диаметру и поршни по диаметру юбки для облегчения подбора разбивают на четыре размерные группы, обозначаемые клеймом А, АА, ААА, АААА на днище поршня и на верхнем торце гильз.
Поршни подбирают к гильзам цилиндров по одноименным размерным группам. Установка поршней и гильз не одной размерной группы может вызвать задиры на поверхности гильз или заклинивание поршня.
Поршни и шатуны подобранного комплекта тщательно протереть и обдуть сжатым воздухом. Втулку шатуна и поршневой палец перед сборкой поршня с шатуном смазать тонким слоем дизельного масла. Поршневой палец устанавливают в поршень после нагрева поршня в течение 10 мин в масляной ванне при температуре масла 80—100°С. При этом палец должен входить в отверстие бобышки поршня под усилием большого пальца руки. Запрессовка пальца в поршень не допускается.
При сборке поршня с шатуном поршень должен быть установлен так, чтобы смещение камеры сгорания было направлено в сторону длинного шатунного болта.
Подбор поршневых колец и установка их на поршень. На каждый поршень подбирают три компрессионных и два маслосъемных кольца. При этом наружная цилиндрическая поверхность верхнего компрессионного кольца должна быть хромирована, второе кольцо должно иметь луженые канавки.
Компрессионные кольца устанавливают на поршень скосом на торце вверх (к днищу поршня). Тепловой зазор в замках поршневых колец, вставленных в гильзу цилиндра, должен составлять 0,45—0,65 мм. Просвет между стенкой гильзы и наружной поверхностью колец не допускается.
При величине теплового зазора менее 0,45 мм пропилить концы стыка, обеспечив при этом их параллельность в сжатом состоянии. Тепловой зазор в замках поршневых колец проверяют щупом; кольцо при этом должно находиться на расстоянии не менее 25 мм от верхней кромки гильзы.
Установку поршневых колец на поршень выполняют при помощи приспособления (см. рис. 18), ограничивающего расширение кольца обоймой с внутренним диаметром 14,2,5 мм. При этом замки смежных колец должны быть расположены относительно друг друга под углом 180°.
Установка шатунно-поршневой группы. Перед установкой гильзы в блок цилиндров тщательно протереть посадочные поверхно-сти в блоке и цилиндре, а уплотнительные кольца после установки в канавки гильзы смазать дизельным маслом.
Гильзу с уплотнительными кольцами устанавливают в блок цилиндров от усилия руки. Буртики гильз цилиндров должны выступать над плоскостью блока на 0,065—0,165 мм.
Перед установкой поршня с шатуном зеркало цилиндра тщательно протереть и смазать дизельным маслом. Кроме того, обильно смазать дизельным маслом и поршневые кольца по всей поверхности.
Поршень устанавливают в цилиндр так, чтобы камера сгорания была смещена внутрь двигателя, в сторону топливного насоса. Поршневые кольца должны быть обжаты обоймой, внутренний диаметр которой равен диаметру цилиндра (рис. 20).
При сборке шатунных подшипников необходимо проследить, чтобы клейма спаренности на шатуне и крышке были одинаковыми, а риски спаренности совпадали.
Болты крепления крышек шатунов затягивают моментом 16—18 кГм. Затяжку начинают с длинного болта и выполняют в два приема сначала половинным усилием, а затем полным. Замковые шайбы шатунных болтов устанавливают при каждой сборке новые, так как повторная отгибка усов замковых шайб не допускается.
После окончательной установки шатунно-поршневой группы коленчатый вал должен плавно, без заеданий, провертываться от руки рычагом длиной 550 мм за головку болта крепления шкива коленчатого вала.
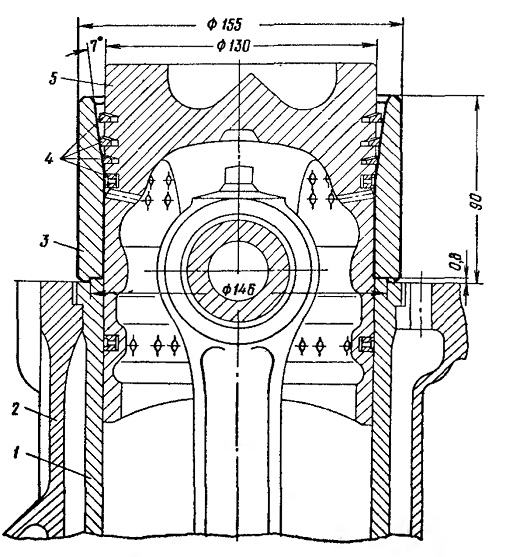
Рис. 20. Обойма для установки поршня в гильзу цилиндра:
Источник
Регулировка клапанов ЯМЗ 238
Почему приходится регулировать клапана
Регулировка клапанов на двигателе ямз 238 производится по разным причинам. Двигатель работает исправно. В результате трения деталей газораспределительного механизма увеличиваются зазоры. Регулировка позволяет уменьшить зазоры до рабочего состояния. Происходит износ седел и клапанов зазоры уменьшаются.
Поэтому через каждые 10000 – 20000 км необходимо проверять величину тепловых зазоров. Помимо этого случаются поломки двигателя. Снимется головка блока цилиндров. Ремонтируются коромысла. Меняется прокладка головки блока цилиндров. После ремонта так же требуется производить регулировку зазоров в клапанах.
Двигателя ЯМЗ пока они новые кажутся очень надежными, мощными. Создаётся впечатление, что этот двигатель никогда сломаться не может. Но это только первое впечатление. Потом он создаёт одну проблему за другой. Это просевшие гильзы, течь охлаждающей жидкости из под резиновых уплотнений гильз и дугие причины. Их возникает много когда приходится снимать головку блока. По окончании ремонта остаётся проблема регулировки клапанов.
Конечно же, опытные мотористы легко с этим справляются, для них это вообще не проблема. Где взять моториста если машина сломалась в поле или на трассе. Да и отдавать лишние деньги в принципе за незначительную услугу, бывает просто жалко. Поэтому лучше самому раз один раз разобраться и не на кого не рассчитывать.
При регулировке клапанов необходимо знать порядок работы цилиндров двигателя. Для того чтобы понимать клапана какого цилиндра регулировать следующими.
Порядок работы цилиндров двигателя ЯМЗ 238

В таком порядке работают все v-образные восьми цилиндровые двигатели. Это означает, что поршень первого цилиндра подошел в ВМТ в момент сжатия. Произошел впрыск топлива в камеру сгорания перого цилиндра Клапана первого цилиндра закрыты. И именно в этом положении на не работающем двигателе можно регулировать клапана первого цилиндра.
Следующим согласно порядка работы двигателя в работу вступит 5 цилиндр. Поршень пятого цилиндра подойдет к вмт произойдет впрыск топлива. Клапана в этот момент закроются. Это положение и будет для регулировки клапанов пятого цилиндра. Так далее. Согласно порядка будут работать остальные цилиндры. То есть необходимо подводить поршень каждого цилиндра в верхнюю мертвую точку по очереди согласно порядка работы.
Помимо этого необходимо хорошо знать расположение цилиндров в двигателе
Расположение цилиндров в двигателе ЯМЗ 238

Как установить поршень первого цилиндра
Самое главное. Необходимо установить поршень первого цилиндра в ВМТ в момент сжатия топлива. То есть определить положение поршня первого цилиндра при котором необходимо начинать регулировку клапанов. Это очень просто. Совмещаются метки на ТНВД.
Этого положения будет достаточно для того чтобы начать регулировку клапанов. Правда поршень будет находится не идеально в вмт . Ниже на угол опережения зажигания То есть он немного не дойдет до вмт но на регулировку это никак не повлияет клапана закрыты, и их можно регулировать.
Коленчатый вал тоже имеет метки. И если их выставить. Поршень первого цилиндра будет находится в ВМТ. Но колен вал делает два оборота а ТНВД один за полный цикл работы двигателя. Поэтому в одном из положении меток коленвала поршень первого цилиндра может встать не в момент сжатия. Следовательно, надежно ориентироваться по положению топливного насоса. Либо по клапанам, если топливный насос снят. В момент сжатия, когда поршень подходит в ВМТ. Выпускной клапан первого цилиндра закрыт а впускной клапан закрывается. При дальнейшем вращении коленвала, до достижения поршня ВМТ. Клапана закрыты и коромысла неподвижны. Во втором положении меток коленвала один клапан до ВМТ закрывается, а после прохождения поршнем ВМТ второй клапан сразу открывается. Это положение поршня не устраивает. После того как выставлен поршень первого цилиндра можно регулировать клапана первого цилиндра.
Как проворачивать коленвал
Следующий вопрос на сколько проворачивать коленвал. и в какую сторону для регулировки пятого цилиндра. Согласно порядка работы двигателя. Как уже сказано выше коленвал делает два оборота . То есть один оборот это 360 градусов два оборота 720 градусов. Цилиндров 8 делим 720 на 8 получается 90 градусов. То есть от регулировки первого цилиндра до момента регулировки 5 цилиндра вал необходимо провернуть на 90 градусов, то есть ¼ оборота. Для того чтобы проще ориентироваться можно нанести на шкиву метки мелом. Разделить шкив на 4 части.

Большая точность не требуется. И каждый раз проворачивать вал до совмещения метки на шкиве с меткой «0» на передней крышке. Так от первого к пятому 90 градусов от пятого к четвёртому 90 градусов от четвёртого ко второму 90 градусов и так до восьмого цилиндра. Коленвал нужно проворачивать по часовой стрелке если смотреть в торец двигателя с переди. Способ очень простой но не удобный. Когда двигатель стоит на автомобиле к шкиву тяжело подобраться. Тем более его разметить. И потом еще труднее совмещать эти метки. Советские конструктора были далеко не глупые люди. В расчетах учитывались все моменты. Поэтому в руководстве по эксплуатации предлагается простой способ, который не требует больших познаний и запоминаний
Заводской способ регулировки клапанов ЯМЗ 238.
В руководстве по эксплуатации предлагается выставить поршень первого цилиндра в ВМТ в момент сжатия. Таким же образом как уже написано. Отрегулировать клапана первого цилиндра. Затем перейти на пятый цилиндр. Начать вращать коленчатый вал. Выпускной клапан первого цилиндра уже закрыт. Коромысло впускного клапана движется и в какой то момент впускной клапан закрывается и коромысло становятся неподвижным. В этот момент можно еще немного провернуть коленчатый вал. Только для того чтобы убедится в том что клапана закрыты и коромысла неподвижны.
В этом положении можно регулировать клапана. Приблизительно вал должен провернуться на 90 градусов но это не очень важно. Далее переходим на четвертый цилиндр и также проворачиваем вал до тех пор пока не закроется впускной клапан четвёртого цилиндра. После того как клапана закрылись а коромысла стали не подвижны. Регулируем клапана четвёртого цилиндра. Затем переходим на 2 цилиндр и так далее до 8 цилиндра. Кажется что не очень точно. Но на самом деле очень практично. Не нужно лазить под двигателем, искать метки маховика. Достаточно того что совместились метки на топливном насосе в момент установки поршня первого цилиндра.
Торцевые отверстия маховика для проворачивания вала
Коленчатый вал можно проворачивать за маховик при помощи воротка вставляемого в торцевые отверстия. Как это принято на Камазе. Соседние отверстия делят сектор маховика на 30 градусов. То есть если установить поршень первого цилиндра как положено в момент сжатия. И отрегулировать клапана . Следующие клапана регулируются на пятом цилиндре. Для этого необходимо провернуть маховик на три отверстия. Коленвал при этом повернётся на необходимые 90 градусов. И так через каждые три отверстия регулируем следующие цилиндры.
Все эти сбособы предполагают регулировку клапанов каждого цилиндра в отдельности. Кажется, что вы затрачиваете на это много времени. Потому что приходится постоянно прокручивать маховик. Но для этих способов достаточно только знать порядок работы цилиндров V-образного восьмицилиндрового двигателя. Его вам скажет любой профессиональный водитель. Зная порядок работы, вы смело можете регулировать клапана. Есть еще альтернативный способ регулировки клапанов за два оборота.
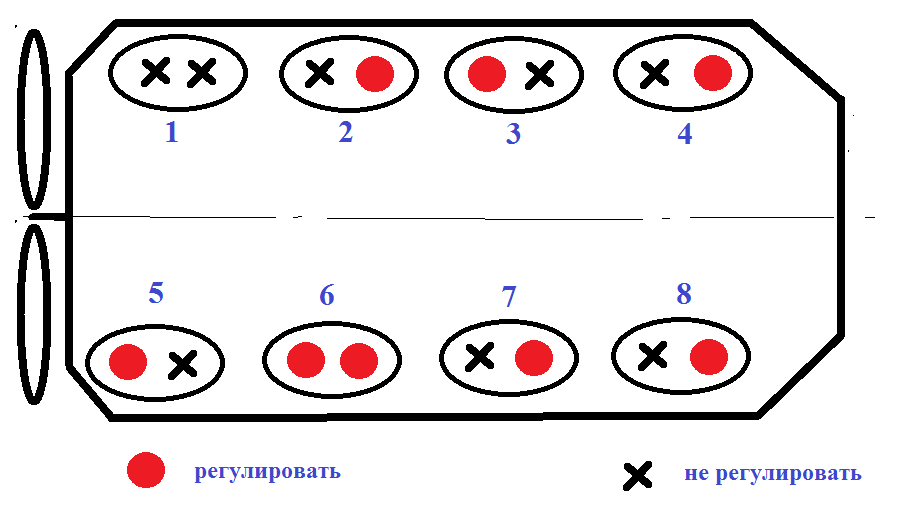
Регулировка клапанов ЯМЗ 238 за два оборота коленчатого вала.
Заключается он в следующем. Как и во всех описанных случаях выставляется поршень первого цилиндра в вмт в момент сжатия. Но выставляется он уже более точно по меткам коленвала . Совмещается предварительно метка ТНВД затем метка на шкиву совмещается с «0» на передней крышке. И регулируются клапана согласно схемы
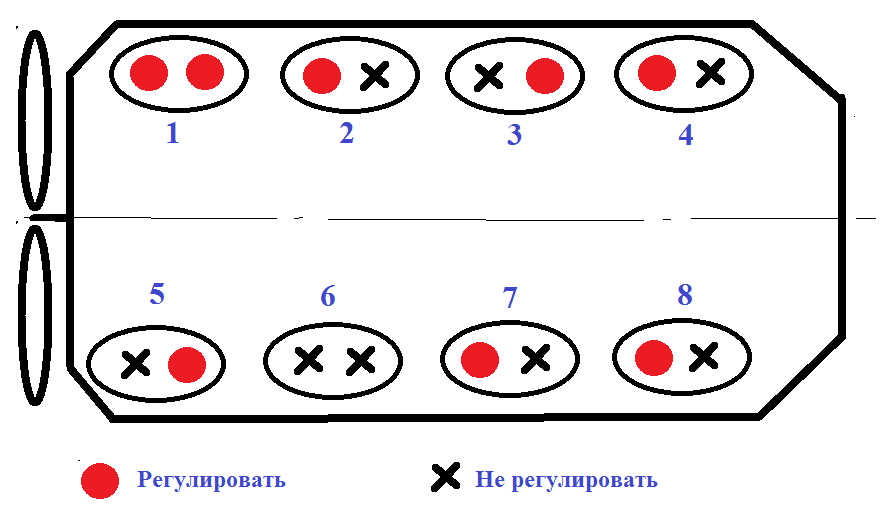
Затем коленчатый вал проворачивается на один оборот то есть 360 градусов. Снова выставляются метки шкива коленвала или маховика на «0» и регулируются следующие клапана.
Но где здесь сильно экономится время. Мне не совсем понятно. Коленвал также проворачивается на два оборота. Разве что меньшее количество подходов. Требуется более точная установка коленчатого вала. Что тоже не очень выгодно. Лазить под машиной и выискивать метки которые забиты грязью или просто не читаются. Да и схему эту запомнить и держать в голове до следующей регулировки не получится. По закону подлости в нужный момент она не окажется под рукой.
Поэтому этот способ лучше забыть и не когда им не пользоваться. Крутить вал реже, а суеты на много больше. Клапана можно от большого изобилия информации просто перепутать. Оставим этот способ для очень умных водителей. Которые потом всё равно переделают клапана по другому. Если ММЗ для двигателя Д 240 предлагает регулировку клапанов за два оборота. То да это удобно и точно. Камаз и ЯМЗ ни чего об этом не говорят то и нечего лезть в дебри. Конструкторам виднее. Для них важно чтобы мотор ходил долго. Мотор не прощает даже мелких ошибок.
Зазоры клапанов ЯМЗ 238
Регулировка клапанов на ЯМЗ 238 предполагает установку зазоров в пределах 0,25-0,3 мм. Впускные и выпускные клапана имеют одинаковый зазор. Если устанавливается щуп 0,25 мм, он должен входить между коромыслом и шейкой клапана без особого усилия, свободно. Если устанавливаете щуп 0,3 мм. он должен входить с усилием, но не так что бы совсем не лезть между клапаном и коромыслом.
После того как клапана отрегулированы. Желательно завести двигатель с открытыми клапанными крышками. Это нужно для того что бы проверить тот ремонт который был сделан до регулировки клапанов. Проверить необходимо топливные трубки на возможность утечки топлива. В случае утечки топливо будет попадать в картер двигателя. Да и просто так лишний раз проверить это не мешает.
Источник



